




























To understand electro-chemical machining (ECM) it is best to start by understanding ECM is not electrical discharge machining (EDM). These technologies for non-contact machining are routinely confused, but there are distinct differences – EDM vaporizes metal and ECM erodes it via electrolysis, which is less disruptive. For our purposes here, the key differences are three: While current is passed between an electrode and workpiece in both methods, in ECM there is no spark – ECM uses a conductive electrolyte while EDM uses a dielectric, ECM has virtually no tool wear and, in ECM, there is no HAZ (heat affected zone) as there is in EDM. This results in a part with no burrs and the ECM process has potential for exceptional surface finishes, even on extremely hard-to-machine materials such as those found in automotive, medical, aerospace and firearms manufacturing. Medical, auto and firearms take advantage of another aspect of ECM which has significant merit, namely, the ability to produce contours and pockets deep inside parts that would otherwise be difficult or even impossible to manufacture with conventional chip cutting methods. The machining force in ECM is just the pressure of the electrolyte which allows ECM to produce features like high aspect ratio holes in conductive materials of any hardness.
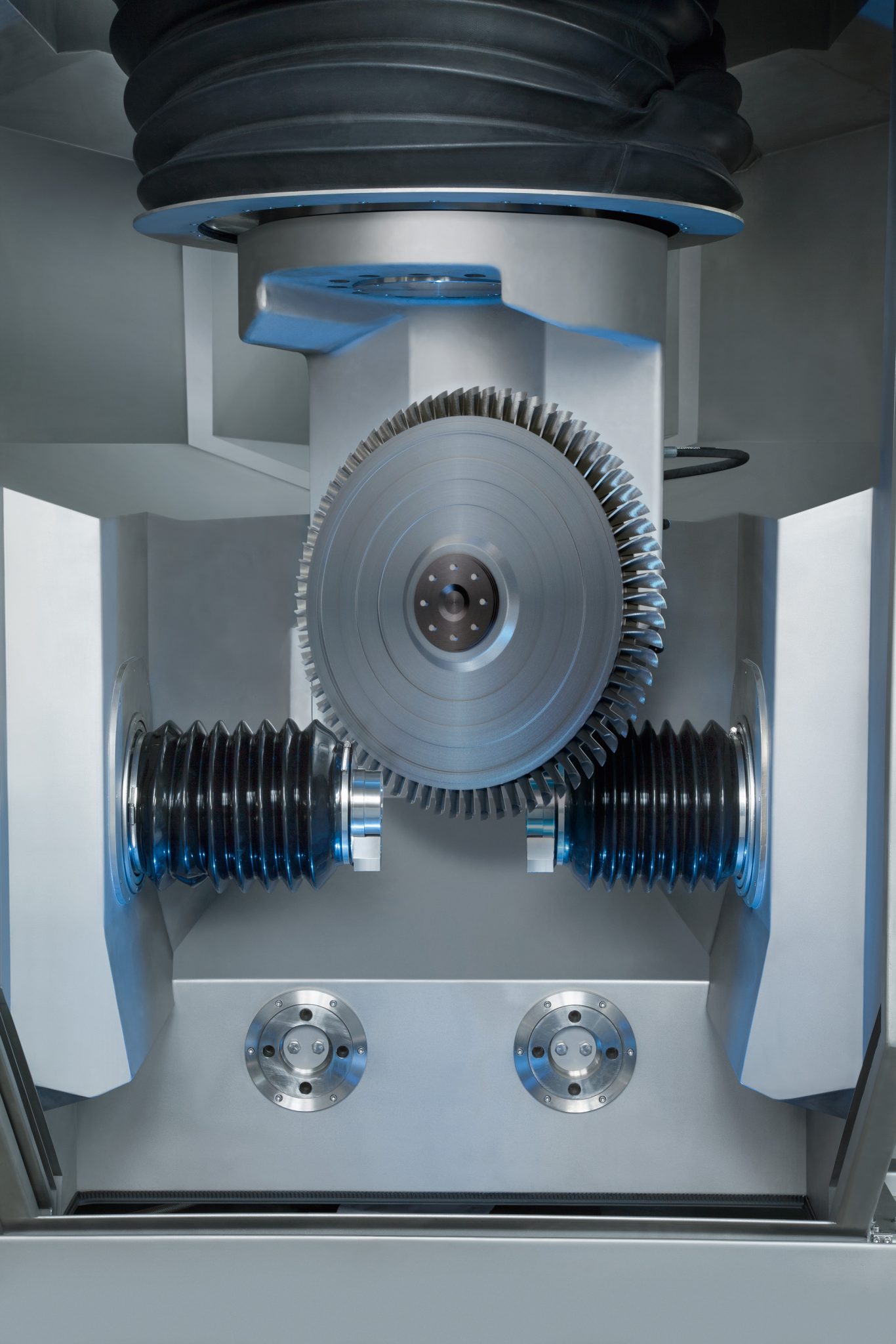
As material is dissolved in the electrolyte, it is evacuated from the work area and the tool imprints its geometry upon the workpiece. ECM can produce tight contours on everything from airfoils to the grooves of a rifle barrel with exceptionally tight tolerances. In the latter, rifle grooves can be cut to meet match grade precision. It was turbine blade production that sparked the development of ECM, in the then Soviet Union after WWII. Much of the ECM expertise today has roots in aerospace. In the production of turbine
for example, ECM produces burr free, HAZ-free parts via PECM (precise electrochemical machining)– an advanced ECM process combining the oscillation of the tool with pulsed current to create a superior surface finish on Inconel and other hard materials.
Today, electric mobility is emerging as another ideal application for the ECM technology. Thin-walled parts and those with many complex features can now be formed very efficiently. ECM is commonly thought to be limited to hard aerospace materials, but that is not the case.
Since an ECM machine like the EMAG CI platform serves as a base to provide the structure, intelligent power application and precise electrolyte control to the fixture – sinking, drilling, broaching and deburring can all occur on one machine based on the fixture configuration. By changing the fixture and tooling, the machine can be converted to a completely different machining task. If the part you deburr with ECM today stops selling tomorrow, you can re-fixture the machine for a different part to maximize productivity.
In the production of gun barrels, the traditional methods are cut rifling, buttoning and hammer forging. ECM has distinct advantages over these methods – particularly output, consistency, precision, low tooling cost, and the elimination of post rifling processes. Stress relieving or straightening can be eliminated with ECM. The ECM process can rifle profiled barrels or blanks and Inconel barrels are just as easy as ordnance steel. Unlike buttoning, ECM can quickly rifle a barrel with no distortion during the process. This is valuable in the production of air guns and composite reinforced barrels, for example, where the thin-walled barrel is more susceptible to distortion, which leads to inconsistency and ultimately a compromise in accuracy.

ECM rifling is best suited for high production runs with minimal variation, and here again ECM is showing substantial value. In competitive shooting, where match grade barrels are the minimum standard and gain twist and special groove profiles are prominent, the effectiveness of the ECM process is distinguished. On ECM units today, a hunting rifle barrel and a military cannon barrel can potentially be rifled on the same machine. Caliber changeovers can be done in minutes.
In the general manufacturing world, ECM is popular for various purposes such as crown gear manufacturing and the process is now finding its place in the booming markets of e-bikes, scooters, hybrids and electric cars. When complex geometries and contours are a necessity, the efficiency of the ECM process is a proven winner.
About EMAG
EMAG supplies the best manufacturing solutions for precision metal components. The success of EMAG’s strategy lies in the fact that a medium-sized corporation can still react to customer requirements with flexibility and attention to the long term prospect. After all, clients are looking for answers to the crucial question of how to improve their output and the quality of their production – and to do so with space-saving machinery that will not let them down, even after many years of use. EMAG is the world’s most important manufacturer of CNC vertical turning machines. The Group’s strategy of continuous expansion has brought about enormous growth. There are hardly any metal cutting applications that the EMAG Group cannot offer a suitable machine to work with. The EMAG Group and its subsidiaries are able to offer a large range of solutions from standard machines to custom-made manufacturing systems, leading to the generation of more growth.
EMAG LLC
Amanda Bakun | Marketing Manager
38800 Grand River Avenue
Farmington Hills, MI 48335
P: (248) 477-7440










