




























Maintain Quality and Cut Cost with Plasma Maintenance
Advances in technology that affect cut quality, productivity and cost per foot of cut
By: Jim Colt, applications technology manager, Hypertherm Inc.
With the rapidly increasing population of low-cost CNC plasma cutting machines that utilize air plasma cutting systems, Hypertherm Inc. has received many questions regarding how to implement the best practices to improve performance of these machines.
 We’ve already solved many of the issues associated with short consumable life (cut edge angularity, dross, part warpage, productivity, etc.) in more expensive industrial-CNC-plasma systems. This was accomplished with major advancements in technology.
We’ve already solved many of the issues associated with short consumable life (cut edge angularity, dross, part warpage, productivity, etc.) in more expensive industrial-CNC-plasma systems. This was accomplished with major advancements in technology.
Unfortunately, the majority of improvements in the industrial-plasma systems technology will not be feasible with machines that are designed to be extremely price conscious.
Function of Each Consumable
When exploring the consumable parts used in the business end of an air plasma cutting torch, it is important to look at what each parts primary function is, how they differ in technology between brands, and how to get the best performance from them.
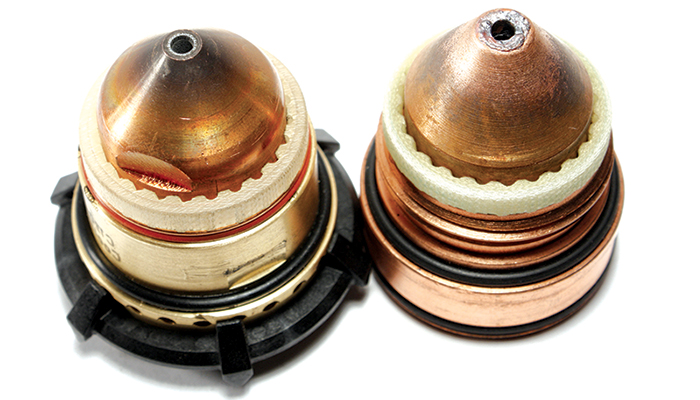
Shield
The shield on the latest technology plasma torches has a few functions. First, it’s designed to electrically isolate the nozzle from arcing or contact with the plate, allowing the nozzle to last from six to 10 times longer than a torch with an exposed nozzle design. Second, the shield, on some Hypertherm torches, is used to improve cut edge squareness by improving arc energy density in conjunction with the nozzle shape.
A third function, only used on some CNC machines, is the use of the shield as a plates surface sensor. This technology is known as Ohmic Contact and works in conjunction with the CNC machines height-control system to electrically locate the part surface that is then used to calibrate the height-control system. Then torch height can be accurately controlled for both pierce and cut heights.
Shields used for hand cutting are different than shields used for machine cutting. The hand cutting shields are slightly longer (about 0.060 in.) and have slots or castellation’s on the front end that allow the arc length to be correct when dragging directly on the plate, making for easy hand cutting. Machine shields have a smooth face (less spatter buildup) and are of shorter length to allow for proper standoff distance when used with an arc-voltage-based height-control system.
The shield can be cleaned with an abrasive pad, such as Scotch-Brite, and as long as the center nozzle hole is perfectly round and the air bleed holes are not plugged, it will operate properly. If the holes are plugged or the center bore is out of round expect cut edge angularity variations. It’s not uncommon for the shield to last for months of use before replacement is necessary.
Retaining cap
The retaining cap is primarily used to retain all of the internal consumables in the torch, as well as to electrically insulate them from the operator for safety reasons. On most higher technology torches the retaining cap routes the air flow for the shield and provides it with an insulated, threaded mount.
On some brands of plasma torches, the shield is either called a cup or Shield Cup and is often made from a ceramic material. Newer technology torches have a shield made from a glass filled fiber material, along with copper and high temperature thermoplastics for conductivity and insulation as required.
With the exception of the ceramic cups used on some torches, which are fragile, the modern air plasma retaining caps are very durable, and often last months or years before replacement. The retaining cap should be replaced when the shield threads get burned, cracked, or otherwise damaged. Internal plugging or cracking of the air passages in a retaining cap can also cause cuts with edge angularity issues. Machines that have the Ohmic Plate Sensing capability will use a special Ohmic retaining cap with a wire terminal for making the process functional.
Nozzle
 The nozzle appears to be a very simple copper part in a plasma cutting torch. However, when you consider that its primary function is to constrict, or squeeze, a 25,000°F ionized gas arc into a narrow column of high velocity gas, yet copper melts at around 1,000°F, then you start to realize the design physics involved in making a nozzle that can last for hundreds of feet of metal cutting.
The nozzle appears to be a very simple copper part in a plasma cutting torch. However, when you consider that its primary function is to constrict, or squeeze, a 25,000°F ionized gas arc into a narrow column of high velocity gas, yet copper melts at around 1,000°F, then you start to realize the design physics involved in making a nozzle that can last for hundreds of feet of metal cutting.
The nozzle function is to do just that. Take the superheated plasma gas and increase its velocity while shaping it into a tubular column. This hot gas then transfers to the plate being cut, which melts, and the molten metal is ejected from the bottom of the plate by the gas velocity. Another function of the nozzle is to create the arc initiation point inside the torch, as well as helping to control the velocity of the shield gasses in the Hypertherm conical flow technology torches.
In most cutting applications the nozzle is the part that is replaced most often. Typically, with a good technology shielded, conical-flow torch design you can expect one to three hours of arc-on time. This will vary with the power level as well as the material thickness being cut.
Often with the best technology torches you can expect anywhere between 500 and about 1600 cut cycles (start and stop) before the nozzle orifice is damaged to the point that cut quality is affected, which can often result in hundreds of feet of material being cut. When you do the math, even if a nozzle costs $5, it costs only a small fraction of a cent per foot of cut.
Many of the lower technology torches will have lower purchase price nozzles, but will experience as little as 1/10th the life of the best technology torches. With these systems the purchase price for nozzles is lower, but the cost per foot of cut is dramatically higher, resulting in higher cutting costs. Note: in some plasma torches the nozzle is called a tip, however this can get confusing as users often call the shield and the electrode a tip as well.
Electrode
The electrode in a plasma cutting torch, at least the ones that have excellent life, can be considered an engineering marvel. This part is the negative output of the plasma power supply. It is where the plasma arc actually starts, then passes through the nozzle orifice and attaches to the positive plate being cut.
In an air-plasma torch, this electrode absorbs a good amount of the heat load from the process. You will notice on better technology electrodes a spiral groove heat exchanger on the upper end and a small slug of silver colored hafnium (an earth element that serves as a great electron emitter) on the lower end. So the electrode is the starting point of the arc and has to remain relatively cool inside the hot inner chamber of the torch. When more heat is applied, you can expect shorter life.
Electrodes in the better technology torches will last typically two to three times as long as the nozzle, and in lower technology torches will last closer to one to one with the nozzles. Relatively new electrode technology, called Copper Plus, has a unique method of automatically feeding the hafnium insert forward as the electrode wears. These new electrodes further increase consumable parts life, reducing the cost per foot of the process even more.
Swirl Ring
The swirl ring in a latest technology plasma torch has a variety of functions. Simpler technology torches use the swirl ring, as its name implies, to swirl the air flow before it enters the nozzle orifice. This swirling effectively minimizes the plasma cut edge angularity on the right side of the kerf, as the torch is moving away from you, and increases the angularity on the left side of the kerf.
Torches with better technology also use the swirl ring to insulate the nozzle from the electrode as well as to align these parts with perfect concentricity for better cut edge angularity. Further, in a Hypertherm air-plasma torch, the swirl ring acts as a bearing that allows forward and backward movement of the electrode to ensure efficient arc starting and pilot arc initiation. It also meters the air flow to the nozzle orifice ensuring consistent energy at the arc.
Swirl rings in the best tech torches typically last for months or years. Over time the wear on a swirl ring can cause cut edge angularity issues and or misfiring of the torch, either of which can indicate that it’s time for replacement.
Optimal Performance
The key things to consider to maintain the integrity of the plasma torch and its ability to cut fast, clean and with excellent cut quality are:
Always use genuine consumables that are manufactured by your torches’ provider. Minor material changes as well as stack-up tolerance variables can and will affect the delicate balance of physics in a plasma torch and will usually result in poor performance, short life and possibly torch damage.
Ensure that your compressed air supply is clean, dry and oil free. If necessary, install moisture separators, dryers and or filters and drain your compressor tank often. Follow the plasma system manufacturers cut specs exactly. Pierce height, pierce delay time, cut height, cut-amperage arc voltage, air pressure and cut speed are critical to cut quality and consumable life.
About Hypertherm Inc.
In 1968, Hypertherm founder Dick Couch and colleague Bob Dean discovered a way to create a narrower plasma arc, capable of cutting metal more quickly and more accurately than ever before. Nearly 50 years later, the founding principle of customer-focused innovation continues to drive product development at Hypertherm.
For more information, visit www.hypertherm.com












