






























 Recognized as a world leader in thermal drilling technology, Formdrill was founded in Belgium in 1994 by the Van Der Steen family. With more than three decades in the industry, Arne Van Der Steen – the current president and CEO – is helping forge a path into the future, developing new products and perfecting a process that can save major manufacturers and smaller job shops both time and money. In this issue of Industrial Machinery Digest’s “Manufacturing Showcase,” Van Der Steen discusses the history of the company and how it is leading the way in promoting this fascinating and cost-effective process.
Recognized as a world leader in thermal drilling technology, Formdrill was founded in Belgium in 1994 by the Van Der Steen family. With more than three decades in the industry, Arne Van Der Steen – the current president and CEO – is helping forge a path into the future, developing new products and perfecting a process that can save major manufacturers and smaller job shops both time and money. In this issue of Industrial Machinery Digest’s “Manufacturing Showcase,” Van Der Steen discusses the history of the company and how it is leading the way in promoting this fascinating and cost-effective process.
Could you give us a snapshot of Formdrill, and how it has evolved over time?
We were involved in subcontracting up until 2003, but since then we’ve focused on manufacturing and selling our tools. We’re based in Belgium, and we have sales offices in Germany, France, India, China and the United States. Formdrill sells custom tooling directly to customers and provides them with technical support. We also export to distributors in more than 65 countries.
 What would you say sets you apart from other suppliers in your market?
What would you say sets you apart from other suppliers in your market?

One big difference has to do with our expertise. While most of our competitors are primarily salespeople, we are engineers. We don’t push tools, but instead come up with an ideal solution for the customer’s specific application. My goal is not to sell the most tools, but to collaborate with our customers by helping them meet the challenges they encounter. The end result we are seeking is that the customer is satisfied, and the tool is meeting their expectations in terms of both quality and service life; this is how we differ from our competitors.
While this is our core philosophy, there are technical differences as well. We were involved in subcontracting for many years, so we have a lot of practical experience in the field. Most of our expertise results from the hands-on approach while working in many different environments with different metals and requirements.
Fifty percent of our business comes from designing and manufacturing custom tools, and we have flexible machining capabilities that allows us to produce special tooling that works best for that specific customer.
For instance, the same tool may not work for a customer’s neighbor who is doing the same application but on a different machine. Also, our flexible machining allows us to produce special tools with the same lead time as a standard tool supplier, but our price is at least 25 percent lower than our competitors.
How do you maintain quality when so much of your tooling is custom made, and presumably shipped in smaller lots? Does that interfere with repeatability in any way?
First of all, we have a very tight focus on product quality. All of our tools are measured during production, so the machine is constantly checking to make sure they meet all tolerance and dimension requirements. As proof, our average scrap rate is just two out of a thousand. That was the goal we set for ourselves, and we have now hit that mark for five years in a row. At Formdrill, we seek to achieve a high precision rate in everything that we do.
 How does thermal drilling compare with other processes such as welding?
How does thermal drilling compare with other processes such as welding?
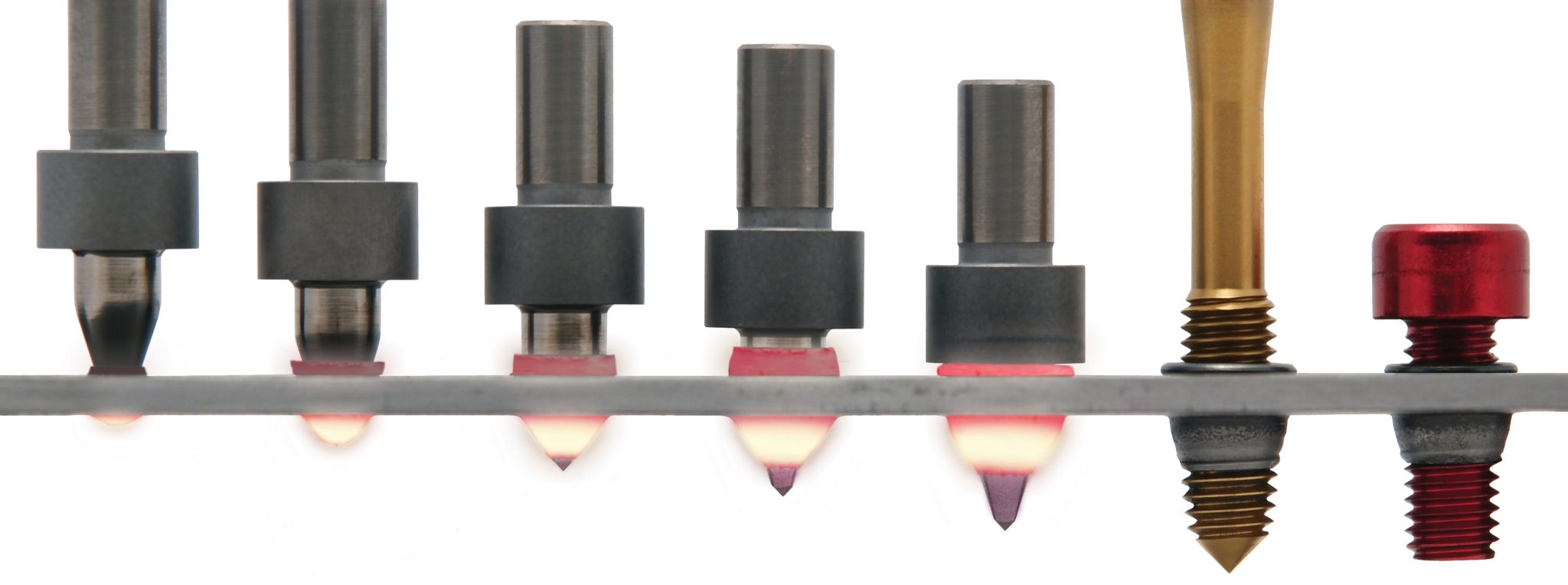
Thermal drilling is an alternative to weld nuts, and it’s a very simple process. It is as easy as drilling and tapping, and a two-stage operation.
It is a special carbide tool, and because of the rotation of the machine spindle and the pressure that you apply on it, you generate friction. Friction equals heat, and that heat softens up the material so you can push your way through.
By doing so, all the material that would have remained after using a normal drill will be formed into a bushing using our process that will sit on the backside of your tube, or your sheet metal. What you are doing is multiplying the thickness at that spot where you have created a bushing, and that bushing can be tapped in a secondary operation. Now you have multiplied the number of threads without adding any components.
The process takes a matter of seconds. Not only is it quicker – because you’re using the parent material to create your threads instead of cutting the parent material out and adding a new part – you don’t have to worry about it coming loose or breaking off, because it’s all one piece. It is part of your workpiece.
There also can be no leakage, in applications with gas or water. Sometimes welding presents a problem when you find that the welds are leaking, which compromises the streamlining of the process. Again, this is a single piece, with no joined surfaces between different materials, so it never leaks.
 Furthermore, there is no possibility of corrosion. Two dissimilar metals can cause corrosion, but this method utilizes the parent material, thus eliminating corrosion. Another advantage is that the operation itself is about 80-percent less expensive than other methods.
Furthermore, there is no possibility of corrosion. Two dissimilar metals can cause corrosion, but this method utilizes the parent material, thus eliminating corrosion. Another advantage is that the operation itself is about 80-percent less expensive than other methods.
Can you expand on how you’ve managed to make this method so cost-effective?
Just to give you an example, if you buy inserts in quantities of ten thousand, or even a hundred thousand, you will pay seven to ten cents depending on the tool size. For us to make that same hole it will cost one cent.
The problem with the traditional approach is that, whether you buy an insert for seven or ten cents, you still have to drill a hole prior to tool insertion, so that’s an extra step – as well as an additional cost – to consider. Our process results in a total cost for the drill and the tapping operation of a single penny.
What does the immediate future hold for Formdrill? Will you be entering any new markets, or launching new cutting products?
As of now, our primary markets are automotive, HVAC, metal furniture, and medical equipment. We are looking at solar energy as a new market we can serve.
We are also looking at electrical vehicles as a new market. We just completed a successful test with Volkswagen, who is considering using our system to attach batteries to their chassis. There are always interesting new markets on the horizon.
Formdrill – USA
3895 Industrial Avenue, Unit B
Rolling Meadows, IL 60008
P: (773) 290-1040
F: (773) 290-1041
info@formdrill-usa.com
www.formdrill-usa.com








