




























 Long-established technology of Coordinate Measuring Machines (CMM) is today being challenged in myriad markets by fast-emerging, highly advanced science of blue light scanning.
Long-established technology of Coordinate Measuring Machines (CMM) is today being challenged in myriad markets by fast-emerging, highly advanced science of blue light scanning.
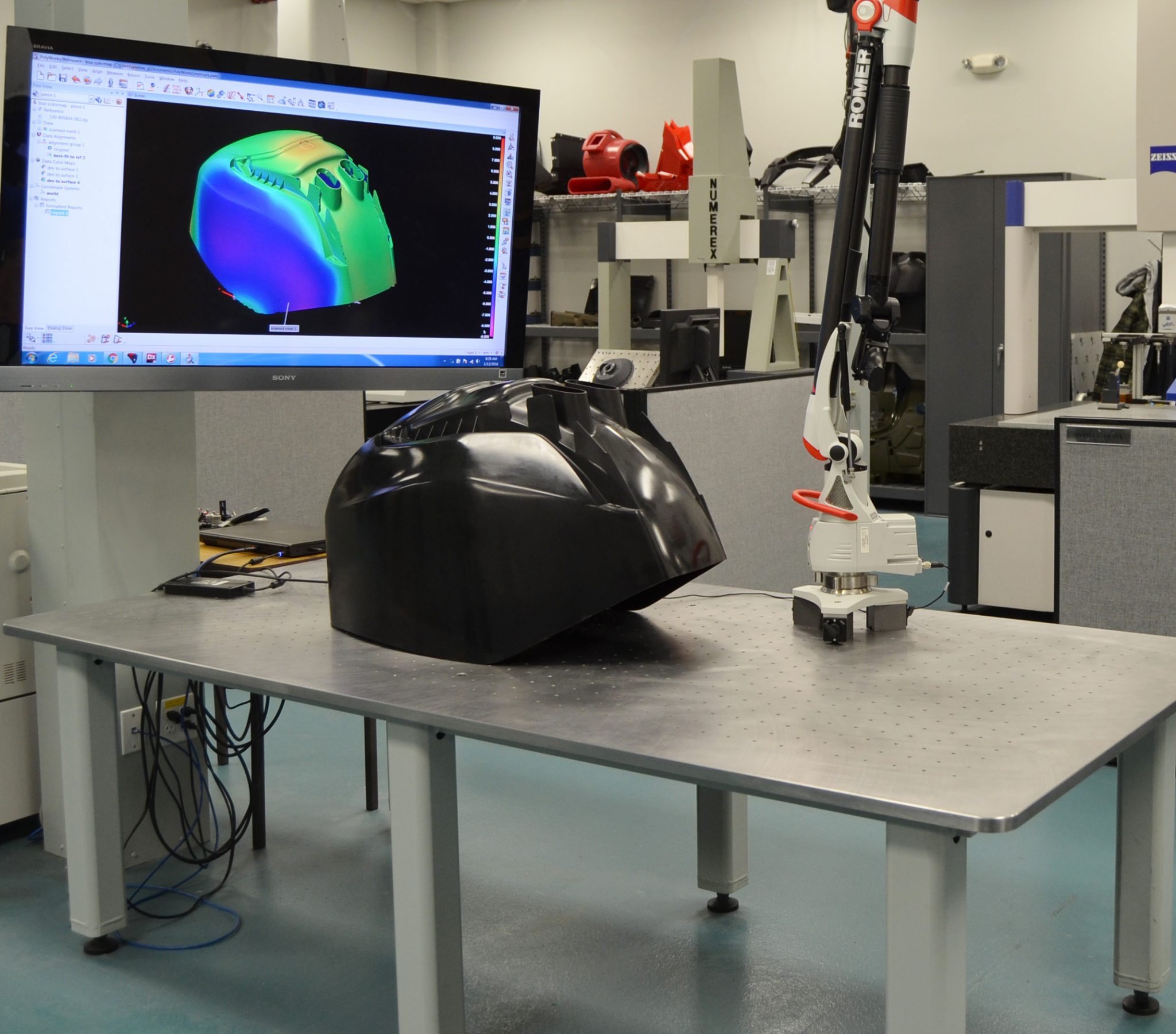
For over 50 years, the benchmark for accuracy in measuring solid objects, whether machined, molded, die cast, welded or forged, was the coordinate measuring machine. Using a solid granite base table typically, along with a vertical, horizontal, gantry or bridge-mounted arm and touch probe, measurements would be taken and compared in blocks to an engineering file, first as 2D drawings and today as CAD files hosted in the cloud.
New Methods
During the last two decades, however, a “new kid in town” has arrived on the scene, with power, size, point capability and price value that are rapidly leaving the CMM technology in the dust.
3D laser scanning, plus the latest trend of industrial CT scanning, which is based on the same technology used for medical MRI, permit an array of points to be read, both external and now internal, on a wide variety of substrates and manufacturing techniques. 3D scans are made on many types of metals, composite, thermoplastic, elastomeric, wood, fiber and fabric materials, while CT scanning permits internal exploration of a thick aluminum casting, injection molded plastic or rubber part, even prepared foods, packaging, archaeological finds and fine art.
The old joke is, with CT scanning, we would have known about Venus de Milo’s arm problems, long before they occurred. CT scanning can produce results for porosity, dimensional, failure analysis, volume and fiber orientation, all while leaving the part undamaged.
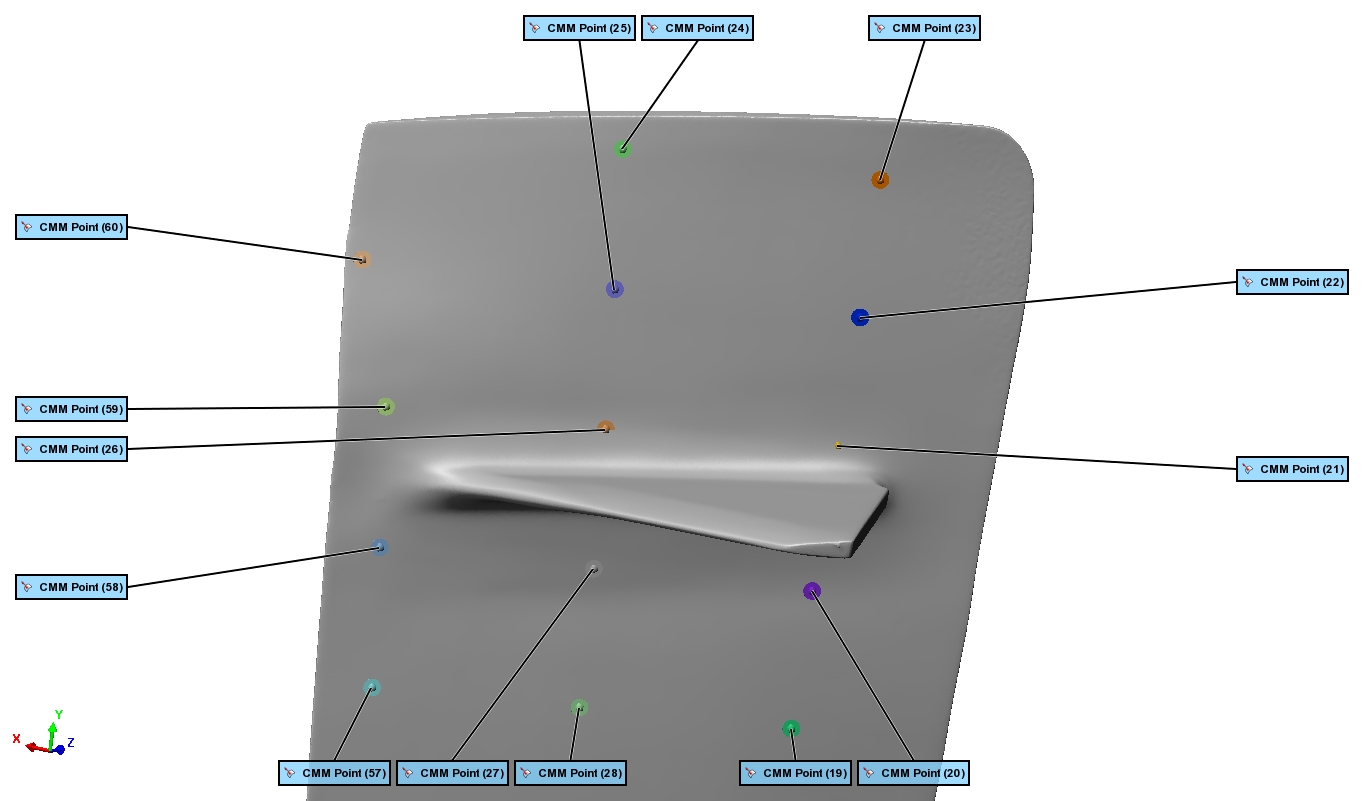
In contrast to conventional tactile CMM techniques, laser and especially CT scanning captures all surface points simultaneously, on even the most complex, convoluted surface areas. As an example, where a typical touch probe might capture 300 points of reference for comparison to a CAD overlay, the laser or CT will capture millions of points. Typical systems today can offer measurement accuracies to 4+L/100µm referring to the VDI 2630 metrology guideline.
Producing the Perfect Part
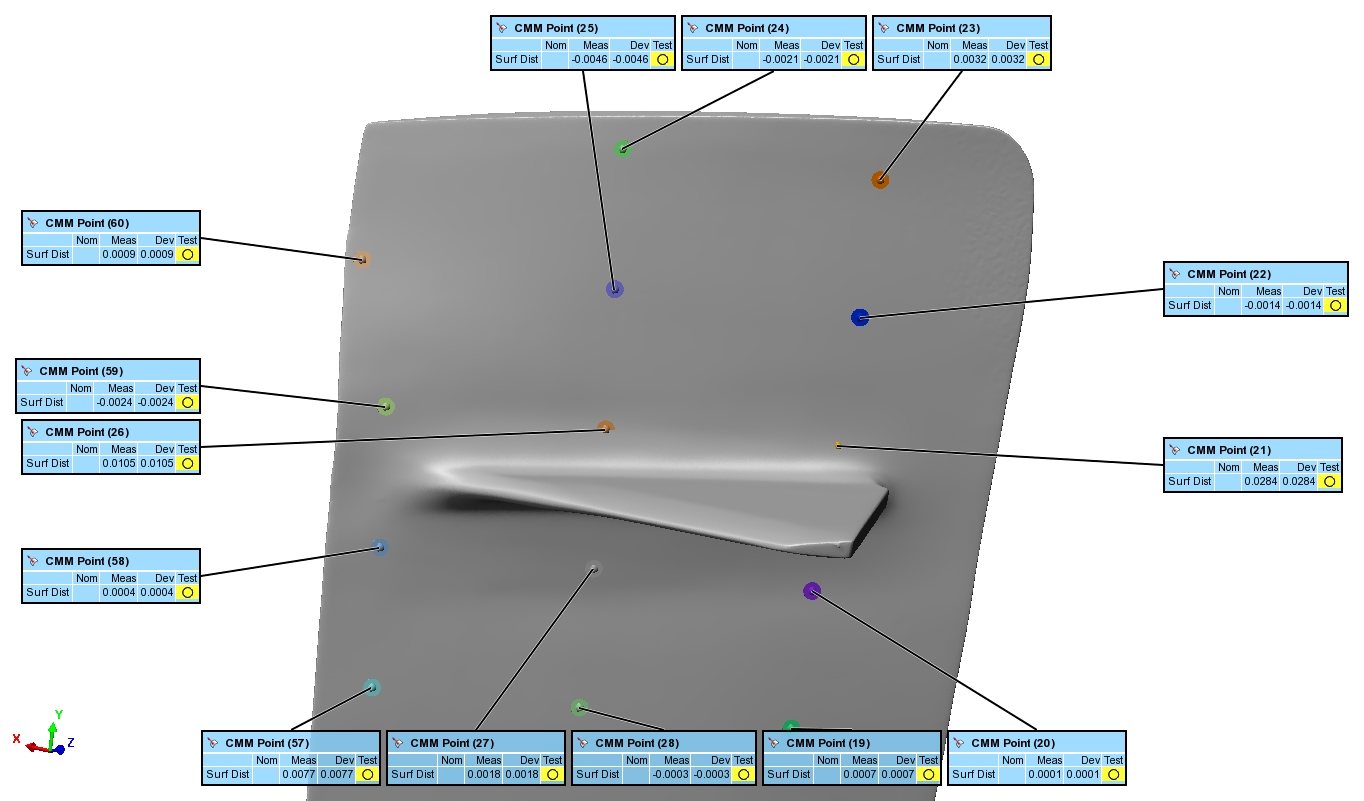
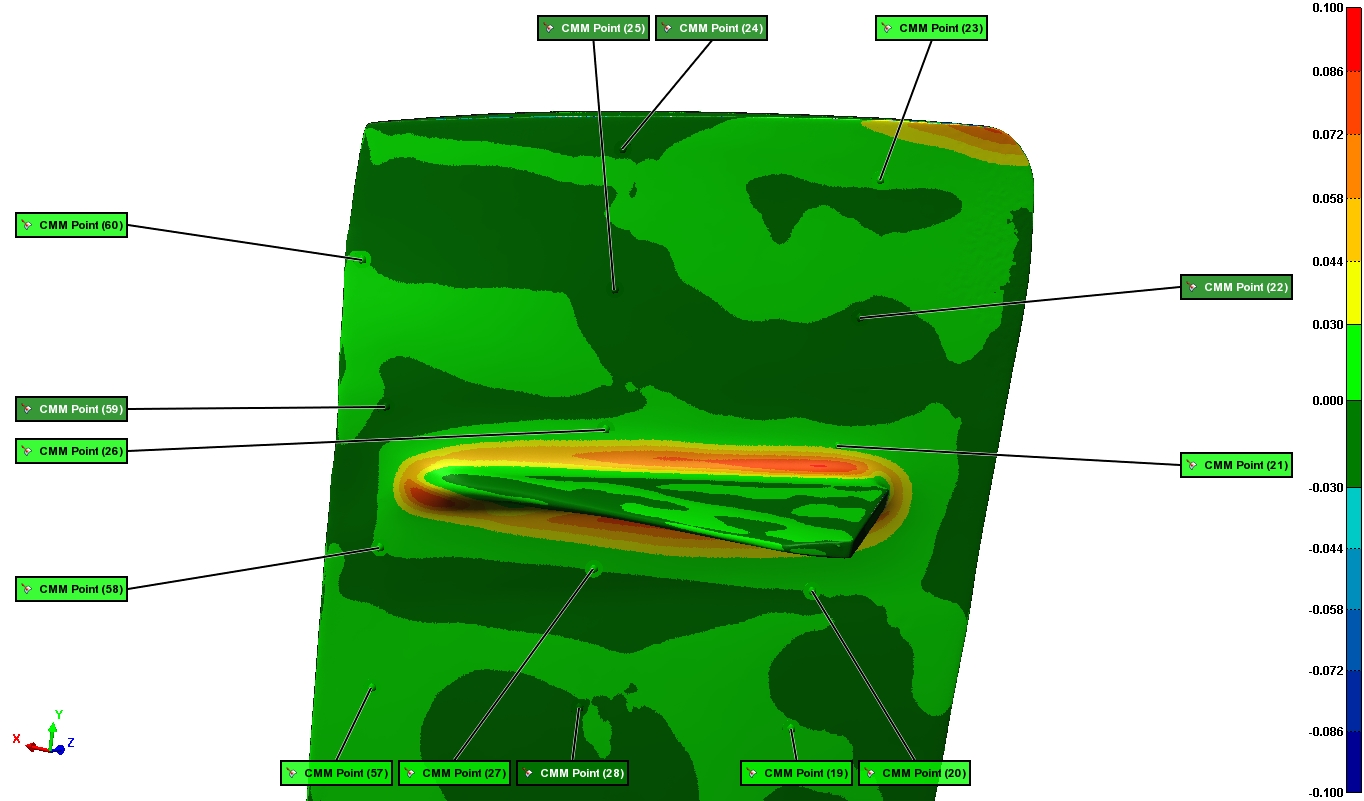
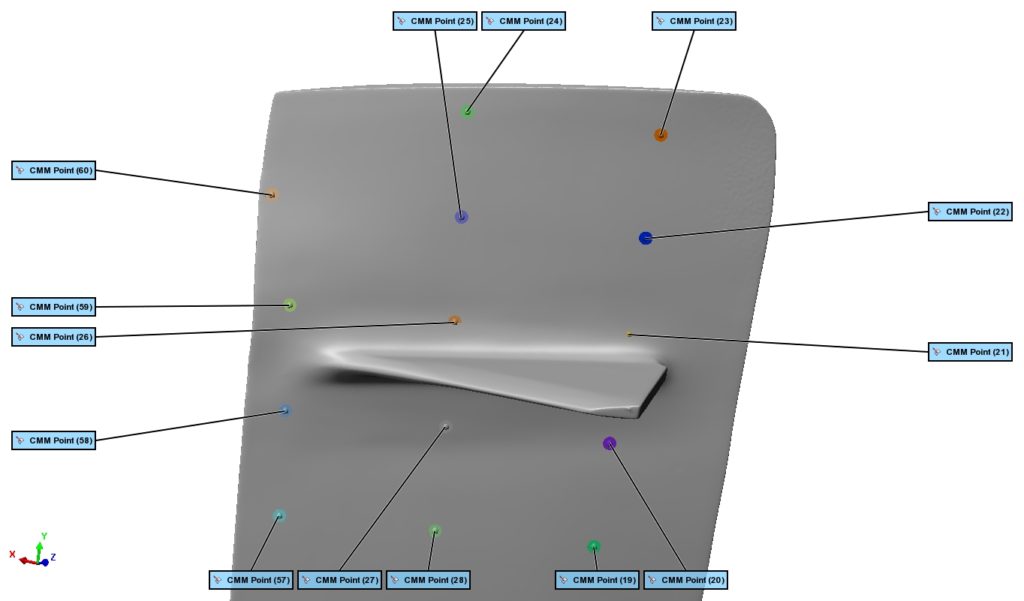
A customer recently came to us with the following scenario. An engineer at his company was boasting of having produced the “perfect part,” based on CMM deviation points. Our contact had used our scanning services in the past. We performed a quick blue light 3D scan on the object and quickly determined the part was out of spec on several faces, as certain critical points had been missed in the CMM protocol. Our millions of scan data points were fit to the deviation map and the problem was tracked backed to the production source and rectified. Today, this company is a regular customer.
The above example does not indicate CMM technology has outlived its usefulness, by any means. We continue to use it in our operations for certain measurements in many applications.
 One important point to note is that the same software that manipulates the data from the CMM can be used with 3D scanners and CT equipment alike. As there are substantial cost savings to be realized in the purchase of a 3D scanning device or the new generation of table top CT scanners, depending on the parts being examined, the transition from CMM to 3D or CT is more feasible today, economically. The driving factors for a company, when evaluating the service vs. purchase issue are two.
One important point to note is that the same software that manipulates the data from the CMM can be used with 3D scanners and CT equipment alike. As there are substantial cost savings to be realized in the purchase of a 3D scanning device or the new generation of table top CT scanners, depending on the parts being examined, the transition from CMM to 3D or CT is more feasible today, economically. The driving factors for a company, when evaluating the service vs. purchase issue are two.
Raw Cost
The easier factor is raw cost, where a 3D scanner is typically half the cost of a CMM for measuring comparable part sizes. The other is more complex, namely the talent of the personnel doing the work. Experienced technicians have the ability to scan and process large data sets on a wide variety of substrates, geometries and part sizes effectively. Coupled with the part volumes being processed and other factors, it is often more practical and profitable for a company to use a scanning service on an as-needed basis.
 Time Involved
Time Involved
An additional point to note in evaluating CMM vs. scanning is the time involved. To derive those 300 touch points referenced above might take four hours, while the 2.5 million points derived from a 3D scan would take 30 minutes. Since Polyworks software can be used on a CMM or 3D laser scanner, the time and money savings quickly accumulate. Plus, in this manner, companies can develop something of a “universal metrology” scenario at their companies by augmenting the existing CMM technologies with 3D and even CT scanning capabilities, making their QC department more powerful from the outset. One practical note: We can train QC, R&D and production department personnel usually in three days or less to expand their capability from CMM to include 3D and CT scanning.
In terms of the data created, the 3D scanning produces color maps, inspections, first article inspections or other outputs. What you do with the data after completing the scanning is endless.
On the topic of substrates, it should be noted that CT scanning today offers the ability to evaluate a wide variety of dual thickness and dual density materials, with disparate examples ranging from an automotive firewall that might have differing thermoplastics or rubber and TPE materials co-molded to a candy bar with chocolate and nuts.
About Exact Metrology
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D laser and CT scanning, reverse engineering, quality inspection, product development, 3D printing and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Exact Metrology is an ISO 9001:2008, AS9100 Certified and ITAR Registered Company.









