




























Manual and automated welding are two of possibly the most complex manufacturing procedures and are frequently the least understood. Under both processes, the integrity of any finished product requiring welding is only as good as the welds joining together the materials. Because of this critical nature, all quality assurance inspections and requirements revolve around the welding operation. customized to customers’ specific designs and needs. Most large fabrication shops automate the manufacturing of many different off-the-shelf metal products in a wide range of shapes and sizes, however, custom job shops rely on hand-held manually guided welding to fabricate a non-standard product.
 Custom Welding Manufacturing
Custom Welding Manufacturing

Custom metal fabrication is a very intricate and delicate process which requires experience and precision. The initial stage of any project, especially for welding one-of-a-kind fabrications, starts with the layout and detailing department where the project is planned out. The manufacturing process is broken down into the parts required for fabrication, then all the work steps are detailed out with packages to be assigned to the proper craftsmen.
All metal fabricators are presented with a challenge for large assemblies because some weldments can weigh up to20 tons, making automated machines useless. These assemblies require careful planning because several aspects must be manually welded in a sequence to avoid closing off or locking out future areas which will require added assemblies.
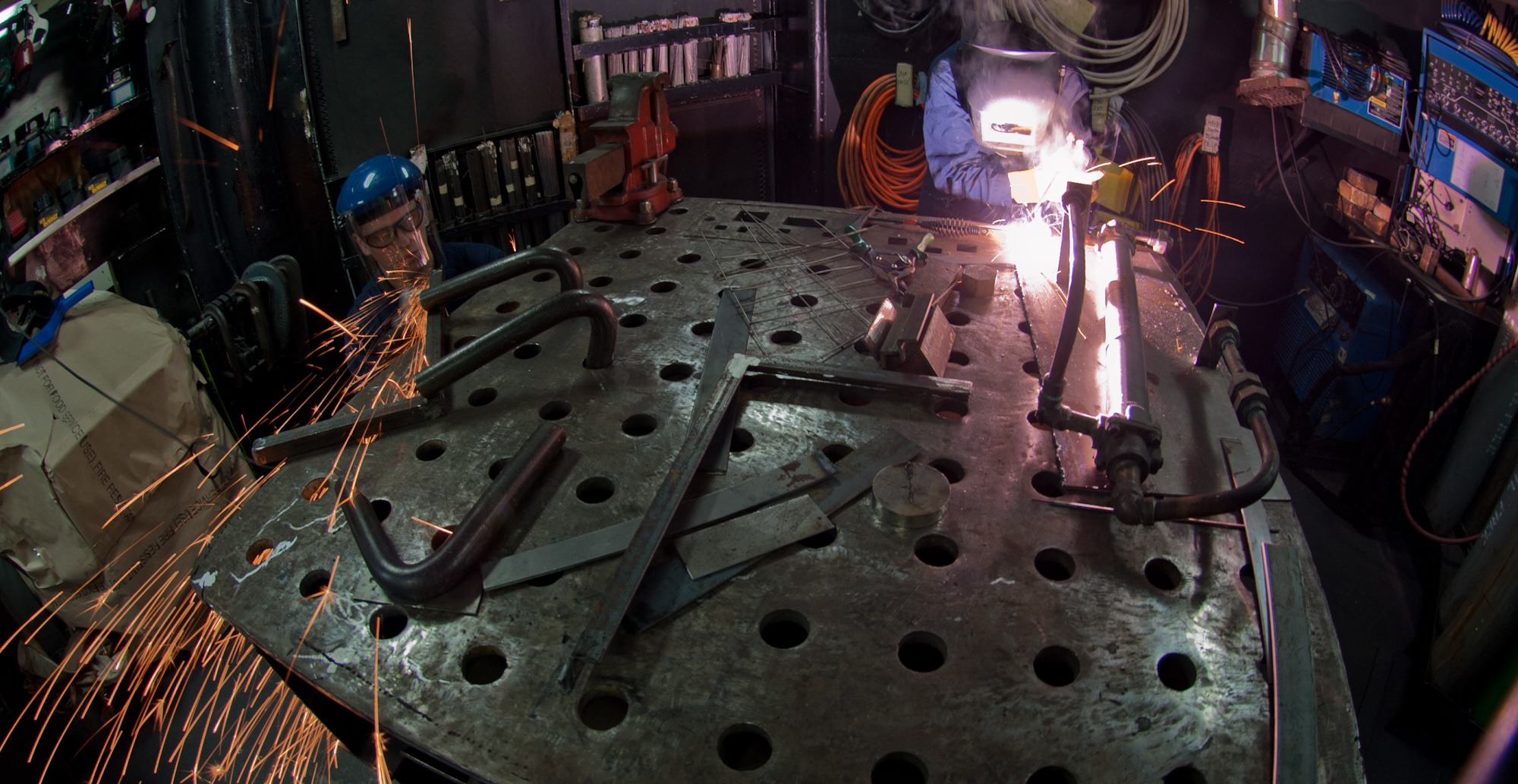
The nature of customer fabrication entails flexibility and attention to detail, but with that adaptability with the design comes more time taken to create different projects. The multiple location changes to put the weldment in the proper position are determined by a skilled craftsman and many projects require welders to be in tight proximity and crawl in and around the fabrication to successfully complete the job. This labor-intensive approach is required to achieve the needed welds that simply cannot be done with an automated machine.
Made-to-order manufacturing blends technology with traditional fabrication techniques that can only be executed through a skilled handcrafted process which takes time to produce. Many welders believe the key to producing high-quality fabrications is through a hands-on, custom approach versus relying solely on automated machines. This means it takes more time to create the best possible end products.
 Automated Fabrication
Automated Fabrication
On the other spectrum of manufacturing, automatic processes come into play in large quantity repeat production. This can be done with the help of technology and robot welders which can be utilized to make repetitive welds again and again. Using enterprise resource planning (ERP) software, workers can scan their ticket and the ERP platform brings up all the information about a job on the screen in front of him. This can include videos, visual work instructions, or even a 3D model of the job. ERP technology can also help plant managers schedule jobs based on their due date.
Choosing automation for metal fabrication can be tricky, because if it’s planned incorrectly it can waste the customer and manufacturer’s money. During automation, the metal being produced is all the same shape and size. While technological equipment can easily simplify the cutting and bending of the sheet metal with little to no human assistance, if small modifications to each machine are made, an automation approach might not be the best form of production. The molds for each product change can cost more and waste valuable time rather than implementing a custom method from the beginning.
Material Challenges
Whether a metal manufacturing plant uses automation or customization, their materials play a significant role in the welding process. Certain materials are more challenging to weld than others. One of the most difficult metals is stainless steel because if welded incorrectly, it creates challenges with discoloration, weld appearances, and warping in weldments.
Joining dissimilar materials is also more complicated than joining the same materials and needs to be taken into consideration when deciding between customization and automation. Welding different metals together creates the challenge of joining materials which could have different temperature and corrosion resistance. Parts or structures may need toughness or wear-resistance combined with high strength to create the best product outcome for the customer.
Moving Forward
When deciding whether to invest in the automation or customization process, it is important to assess the scope of the project and what materials will be used. If the product is only in development with no history of sales or manufacturing, it would be best to use custom fabrication. If the product is already in some type of mass production, with designs and calculations already made for that mechanism then automated fabrication would be the most cost-effective route to take.
Custom Conveyor Project
As the preferred supplier for Clyde Bergemann Power Group, Ci Metal took on the task of fabricating three Submerged Scraper Conveyors (SCCs) and two Remote Submerged Scraper Conveyors (RSCCs). These large, heavy conveyors are the primary means of removing bottom ash, a critical process that ensures the continued operation of a utility power plant.
 The fabricators at Ci Metal knew that this project would be challenging from the start. The large SCCs had to be fabricated to close tolerances. With only +/- 1/8” buffer over the length of the 100-foot unit, Ci Metal’s fabrication had to be precise. Prior to being approved for shipment, the SSCs had to pass a shop assembly dimensional inspection and also a test run of the conveyor inspection. All of the conveyors were fabricated with complete access steel such as ladders, chairs, platforms and handrails. All of the material was carbon steel with floor liners being AR400 abrasive resistant steel. Another challenge was the customer requirement to test run portions of the conveyor. Ci Metal had to connect and install major components together in the shop in order to physically drag the chain to simulate operation for customer approval. This is a difficult process as the fabricators had to handle these large sections, bolt multiple sections together, install wheels, bearings, shafts, chain and drags then pull the chains to put equipment in motion. In the end, the test was successful, satisfying the customer’s need.
The fabricators at Ci Metal knew that this project would be challenging from the start. The large SCCs had to be fabricated to close tolerances. With only +/- 1/8” buffer over the length of the 100-foot unit, Ci Metal’s fabrication had to be precise. Prior to being approved for shipment, the SSCs had to pass a shop assembly dimensional inspection and also a test run of the conveyor inspection. All of the conveyors were fabricated with complete access steel such as ladders, chairs, platforms and handrails. All of the material was carbon steel with floor liners being AR400 abrasive resistant steel. Another challenge was the customer requirement to test run portions of the conveyor. Ci Metal had to connect and install major components together in the shop in order to physically drag the chain to simulate operation for customer approval. This is a difficult process as the fabricators had to handle these large sections, bolt multiple sections together, install wheels, bearings, shafts, chain and drags then pull the chains to put equipment in motion. In the end, the test was successful, satisfying the customer’s need.
Making the project more complicated was the fact that SSCs and RSCCs are large weldments weighing up to 30,000 lbs. that require shipping in sections. All of the conveyors were designed to the largest possible size dimensionally to be legally shipped on a tractor trailer for road shipment. These loads are considered super loads and required special permitting and routing.









