







 Shops specializing in wire EDM processes face a single major hurdle when it comes to configuring machines for completely unmanned continuous operations – slug removal. Even as machine tool manufacturers transform metalcutting applications with state-of-the-art automation solutions, operators of wire EDM machines must deal with slugs the old-fashioned way. Despite decades of effort, stopping the machine and manually removing slugs has remained the overriding norm. That is until the recent development of a slug management/removal system that incorporates the same aeronautic principles used to get airplanes off the ground.
Shops specializing in wire EDM processes face a single major hurdle when it comes to configuring machines for completely unmanned continuous operations – slug removal. Even as machine tool manufacturers transform metalcutting applications with state-of-the-art automation solutions, operators of wire EDM machines must deal with slugs the old-fashioned way. Despite decades of effort, stopping the machine and manually removing slugs has remained the overriding norm. That is until the recent development of a slug management/removal system that incorporates the same aeronautic principles used to get airplanes off the ground.
The system, dubbed Automatic Slug Management (ASM) by GF Machining Solutions, ensures shops can run EDMs in true unmanned, lights-out operations. And unlike past systems, the new one is much more reliable and, most importantly, shortens cycle times and allows machines to complete both roughing and finishing operations with zero operator intervention.
Left to their own devices, slugs will fall onto the lower head of a wire EDM machine and cause a fatal crash or trigger work-stopping crash protection routines. To prevent this, CAM programs typically include tabs – usually only 0.100” thick – that keep the slug connected to the workpiece during cutting. Once that’s completed, operators then cut these tabs off and remove the slug by hand. On average, this task adds an extra five to six minutes to every EDM cycle and prevents unmanned operation. At best, shops will program EDMs to rough cut parts unmanned and overnight. The next day operators remove the slugs and run the finishing passes.
With ASM, shops can machine parts complete – both roughing and finishing passes – overnight and unmanned. The system is especially well suited for die-stamping applications and other small-cavity EDM operations. It uses Bernoulli’s principle, the same property of fluid dynamics that allows planes to fly, and GF Machining Solutions is the first company to apply it to the EDM process, an innovation presented for the first time in Hanover at EMO 2017.
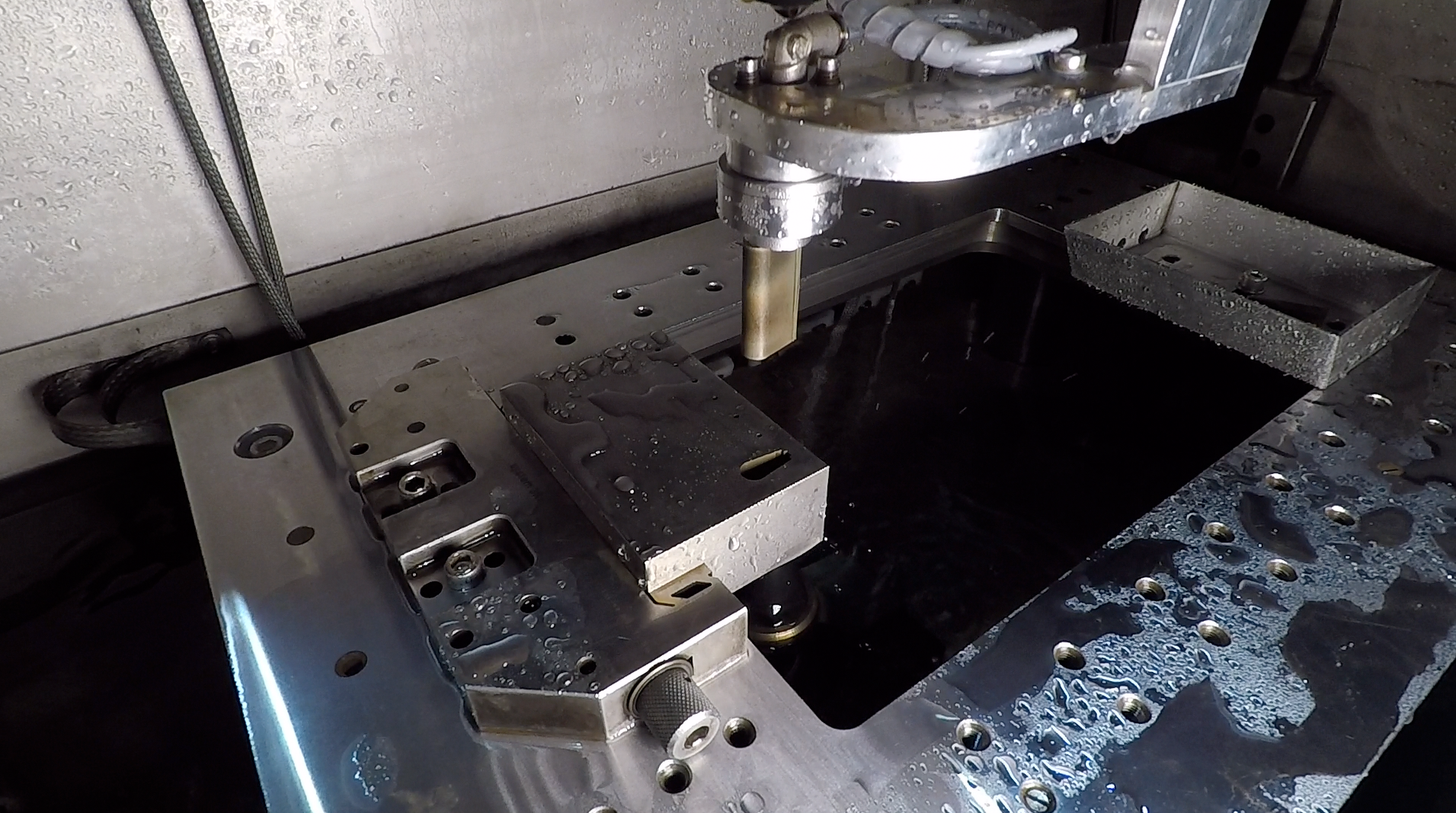
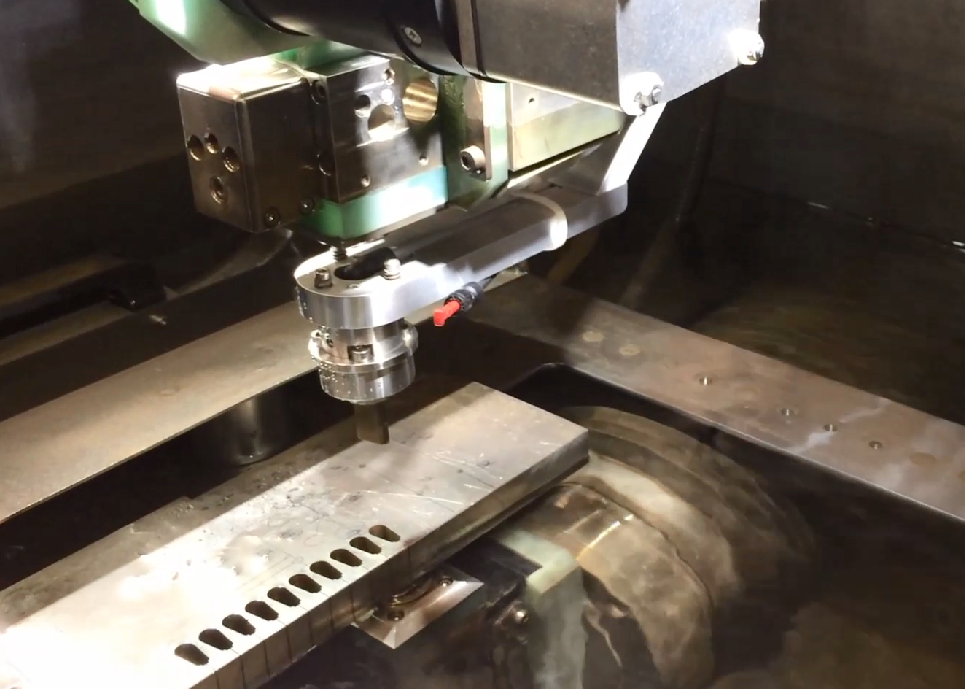
The newly automated process begins with a complete roughing pass, leaving no welds or tabs behind. Instead, the machine’s Quadrex® design enables the lower head to catch the slug before it falls into the tank. A device retrofitted to the upper head then lowers and blows high-pressure air over the slug, which creates “suction” that pulls the slug from the part. The machine’s upper head then moves along the U and V axes to deposit the slug in a receptacle before returning to perform further operations on the part. While ASM is a somewhat slower process than its manual counterpart, that fact remains that it requires no human intervention whatsoever; manufacturers can load raw material into the machine in the evening and take fully finished parts out in the morning.
For the stamping die industry and other small-cavity EDM applications, shops will see huge benefits from the ability to run continuous machining operations, which will reduce total processing times by an average of 20 percent.
 Because it essentially uses suction, the ASM system does require enough surface away from wire EDM start holes that can impede its operation. On the other hand, the system has no trouble with Z-height irregularities that often affect other suction-based slug-removal methods, but it’s naturally limited by slug weight and size. In those instances, shops can remove small slugs with a pocketing strategy that uses the EDM wire like a milling cutter to machine away the slug.
Because it essentially uses suction, the ASM system does require enough surface away from wire EDM start holes that can impede its operation. On the other hand, the system has no trouble with Z-height irregularities that often affect other suction-based slug-removal methods, but it’s naturally limited by slug weight and size. In those instances, shops can remove small slugs with a pocketing strategy that uses the EDM wire like a milling cutter to machine away the slug.
Programs involving heavy slugs and large cavities, however, such as those produced in moldmaking operations, will continue to use such tactics as Automatic Slug Welding (ASW). While effective, it does fall short of true uninterrupted automation despite dramatically shortening cycle times.
ASW grew from an EDM condition that most shops try to avoid. During normal operation, brass EDM wire slowly melts away and leaves behind minuscule amounts of brass buildup, but excess energy, slow wire movement or insufficient coolant can significantly increase that buildup. This buildup, in turn, reattaches the slug to the workpiece with brass.
The slug welding method in GF Machining Solutions’ ASW system uses clever G-code commands to precisely manipulate this brass accumulation. This level of accuracy prevents top-to-bottom welds and generates 0.100”-thick welds that join only the surface of the workpiece and slug. The end result of the process is a slug that operators can easily knock out of the workpiece with a brass hammer, leaving behind brass that won’t interfere with a skinning pass or other finishing operation.
Regardless of the advantages of ASW, however, it still falls short of the true automation made possible by ASM, but the ASW method does eliminate the time needed to cut slug tabs and shortens the process time to about two minutes. Unfortunately, if the wire breaks mid-cut, a machine without the ability to rethread inside the gap will have to restart the entire program from the beginning due to the new welds in the way. The new welding solution also fails when presented with particularly thin sheets of material or smaller slugs, and operators must carefully select weld points.
Despite leaving the slug in the tank, as well as the other aforementioned limitations, ASW still has many advantages compared to previous systems aimed at solving the slug problem. Two such early systems were a pin-based type and one that ejected slugs through a machine’s tank.
The pin of the pin-based system inserts itself through the wire start hole and expands outward to grip the slug and pull it through the gap following the cutting program. Unfortunately, given the size of the device, it was often unable to fit through most narrow wire start holes and could only securely grip relatively heavy slugs, thus eliminating its use for small or light slugs.
 The ejection-type slug management system retains tabs in the form of tiny triangular connections that hold a slug until a piston knocks it through the cavity and into a waiting receptacle. This allowed for full automation in theory, but in practice, operators had to painstakingly fine-tune the device so the slug would fall cleanly through the cavity rather than jam the machine.
The ejection-type slug management system retains tabs in the form of tiny triangular connections that hold a slug until a piston knocks it through the cavity and into a waiting receptacle. This allowed for full automation in theory, but in practice, operators had to painstakingly fine-tune the device so the slug would fall cleanly through the cavity rather than jam the machine.
ASM and ASW solve these problems entirely and create the opportunity for fully automating many EDM processes. Future innovations will generalize these advances and further automate the process, though difficulties remain. Despite the focus on the cutting area, machine tool manufacturers know that the next step in automation involves consumable usage. Automatic threading and rethreading are possible with current technology, for instance, but the future will deliver machines that can automatically alert operators when a machine has an insufficient supply of wire on its spool to complete a part it’s cutting to avoid production interruptions and ensure truly unmanned automated EDM part processing.
About GF Machining Solutions
GF Machining Solutions is the world’s leading provider of machines, diverse technical solutions and services not only to the tool and mold making industry but also to manufacturers of precision components. The portfolio ranges from electrical discharge machines, high-speed and high-performance Milling machines—including clamping and palletization systems, 3D Laser surface texturing machines and Spindles—to solutions for Tooling and Automation, services, spare parts, expendable parts, consumables and Digitalization solutions. GF Machining Solutions is a globally acting Division of the Georg Fischer Group (Switzerland) and maintains a presence on 50 sites worldwide within its own organization. Its 3’255 employees generated sales of CHF 992 million in 2017.













{kind=link}