







While thermoforming expertise is the focal point of everything that Associated Thermoforming, Inc. (ATI) does, another technology, computer aided manufacturing (CAM) plays an important role in improving the company’s productivity, reducing lead times along with operating costs.
 ATI is a custom Thermoformer that specializes in producing technically challenging plastics manufacturing solutions based on its extensive heavy gage vacuum forming, pressure forming, and twin sheet thermoforming capabilities. Its primary markets are medical products, aerospace, and general industrial. Products are formed from sheets ranging from .030” to .50” thick. Materials include acrylic, ABS, PE, Polycarbonate, and several others.
ATI is a custom Thermoformer that specializes in producing technically challenging plastics manufacturing solutions based on its extensive heavy gage vacuum forming, pressure forming, and twin sheet thermoforming capabilities. Its primary markets are medical products, aerospace, and general industrial. Products are formed from sheets ranging from .030” to .50” thick. Materials include acrylic, ABS, PE, Polycarbonate, and several others.
Aaron Frison, Tooling Supervisor for ATI, said that his company, which has been in the thermoforming business for over 30 years, is focused on offering complete manufacturing solutions, not just making parts and assemblies, but also providing services relating to materials selection, meeting regulatory requirements, and attaining cost targets.
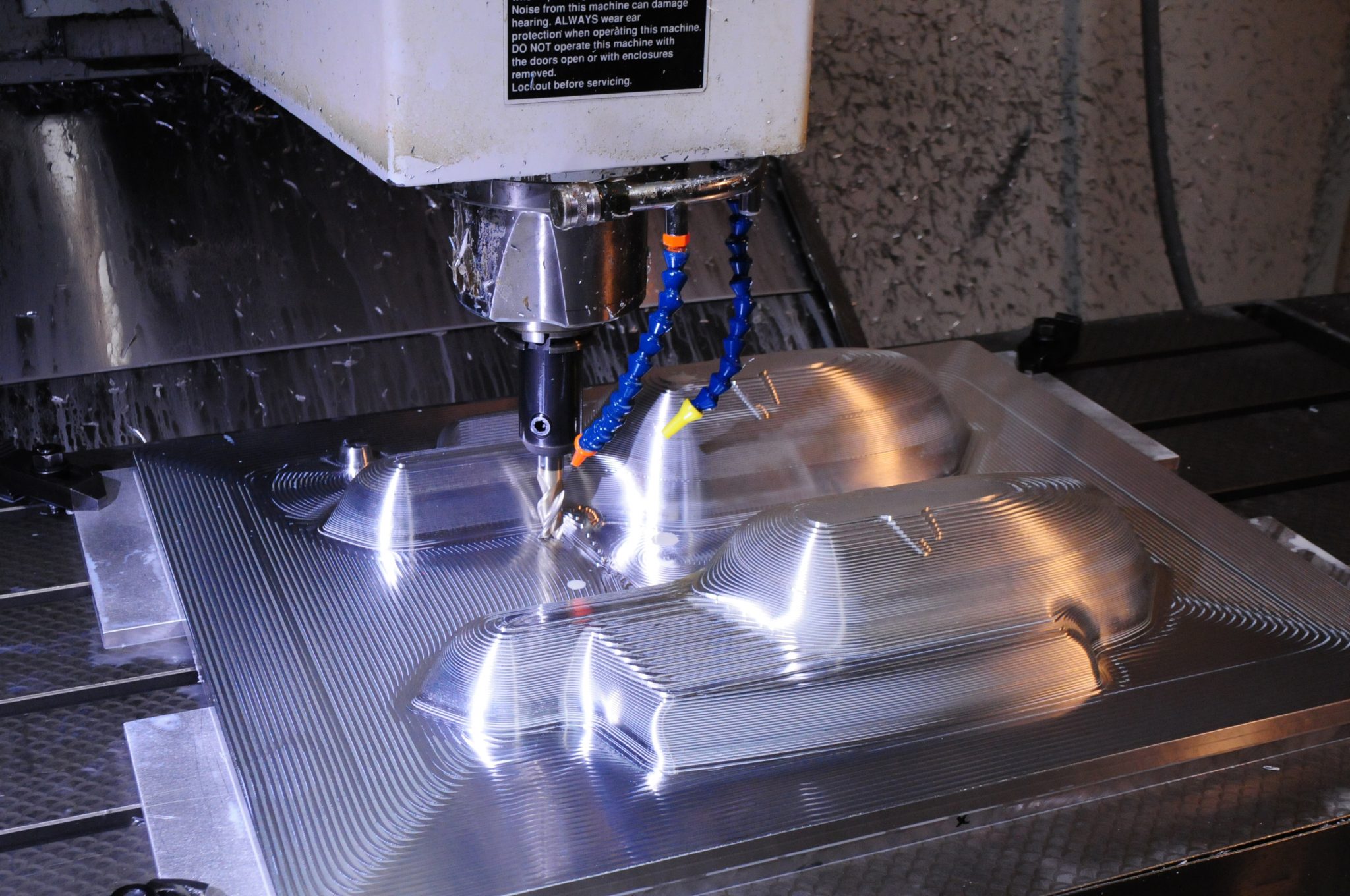
To help fulfill its customer’s diverse requirements efficiently in-house whenever possible, ATI has acquired an extensive array of CNC machining equipment, including multiple 3- and 4-axis vertical mills (used for cutting thermoforming mold components and fixtures, and to complete secondary operations on formed parts) along with seven sophisticated double-table 5-axis routers used for automated trimming. All of this equipment is programmed using advanced CAD/CAM software (Mastercam® from CNC Software, Inc., Tolland, CT).
Challenging Form Tooling
The range of tooling produced at ATI goes from simple tools for producing a variety of formed covers to sophisticated twin sheet tools that can have multiple components. Twin sheet forming, an ATI specialty, employs vacuum or pressure-forming of two sheets to produce functional parts that can be very rigid yet very light with formed features on both sides. This process yields a two-sided part whose strength comes from the many “beams” created in this process, either at the perimeter or within the part.
 ATI has been stretching the limits of this process with techniques that employ a much wider range of materials, including TPU, Polycarbonate, and the FR ABS family of plastics and meet significantly higher tolerances in trim and molding. Moreover, the company has developed the tooling and knowledge to hide the parting line to produce very cosmetic parts. ATI also has a proprietary process by which structural elements (e.g. steel) can be inserted between the two halves prior to sealing the edges. These internal supports are then secured by foam, which is blown into the structure. Tools for this process require provision for locating structures within the twin sheet structure.
ATI has been stretching the limits of this process with techniques that employ a much wider range of materials, including TPU, Polycarbonate, and the FR ABS family of plastics and meet significantly higher tolerances in trim and molding. Moreover, the company has developed the tooling and knowledge to hide the parting line to produce very cosmetic parts. ATI also has a proprietary process by which structural elements (e.g. steel) can be inserted between the two halves prior to sealing the edges. These internal supports are then secured by foam, which is blown into the structure. Tools for this process require provision for locating structures within the twin sheet structure.
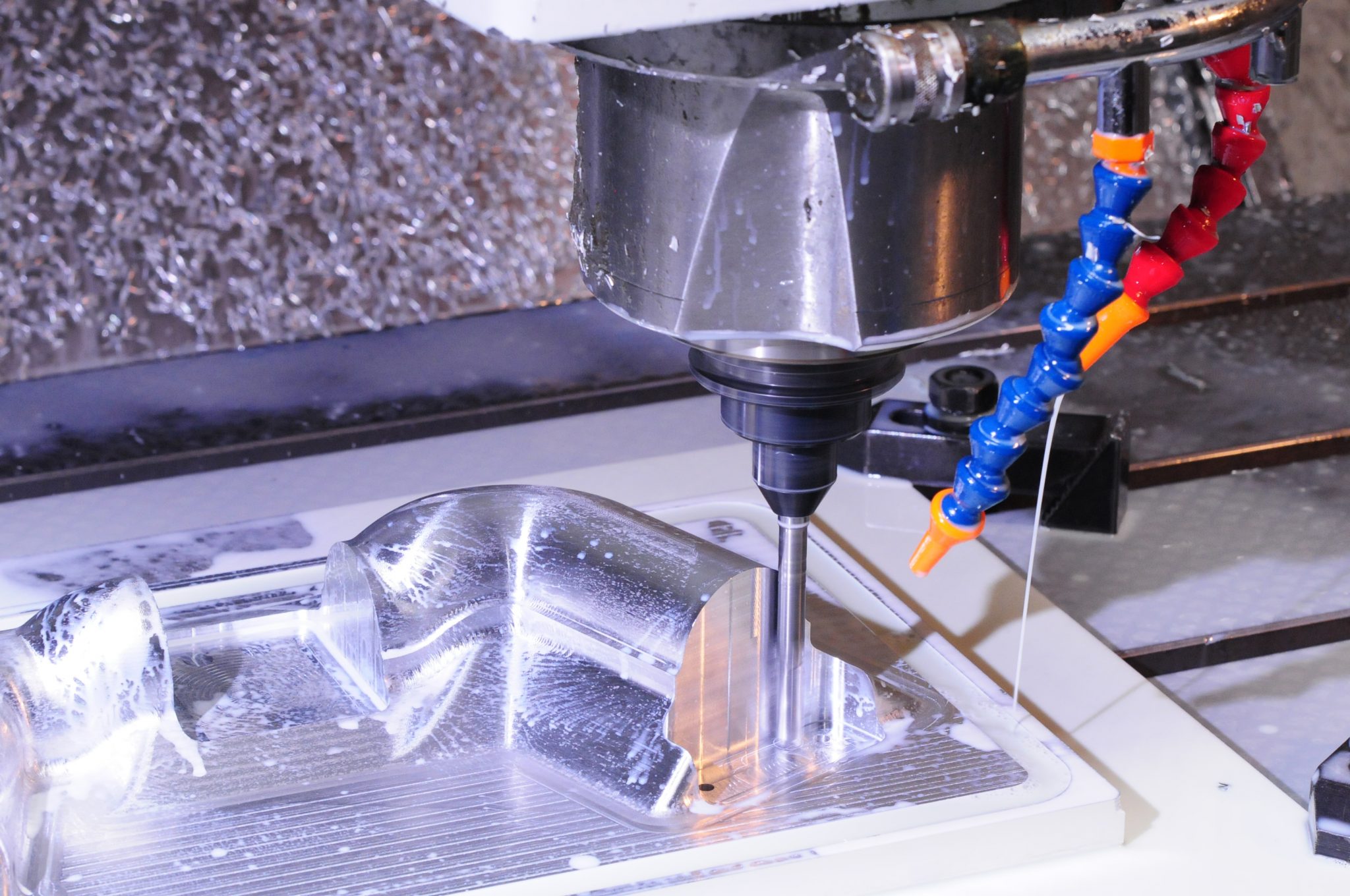
The company is also adept at producing formed components having features with substantial undercuts. These increase toolmaking complexity by either requiring additional moving components within the mold, or if the feature can be pulled, the ability to create precise cavities using long tools to reach into the undercut for accurate material removal and finishing.
Agile CAM Tools
In the tooling department, Frison and two others use Mastercam to create efficient CNC manufacturing strategies for making mold components with his shop’s three 3-axis vertical mills. They begin their CNC programming process by seamlessly importing a SOLIDWORKS CAD file developed by ATI’s mold designer who starts with a part model provided by the customer. The designer strives to work out any manufacturability issues with the customer during the mold design process.
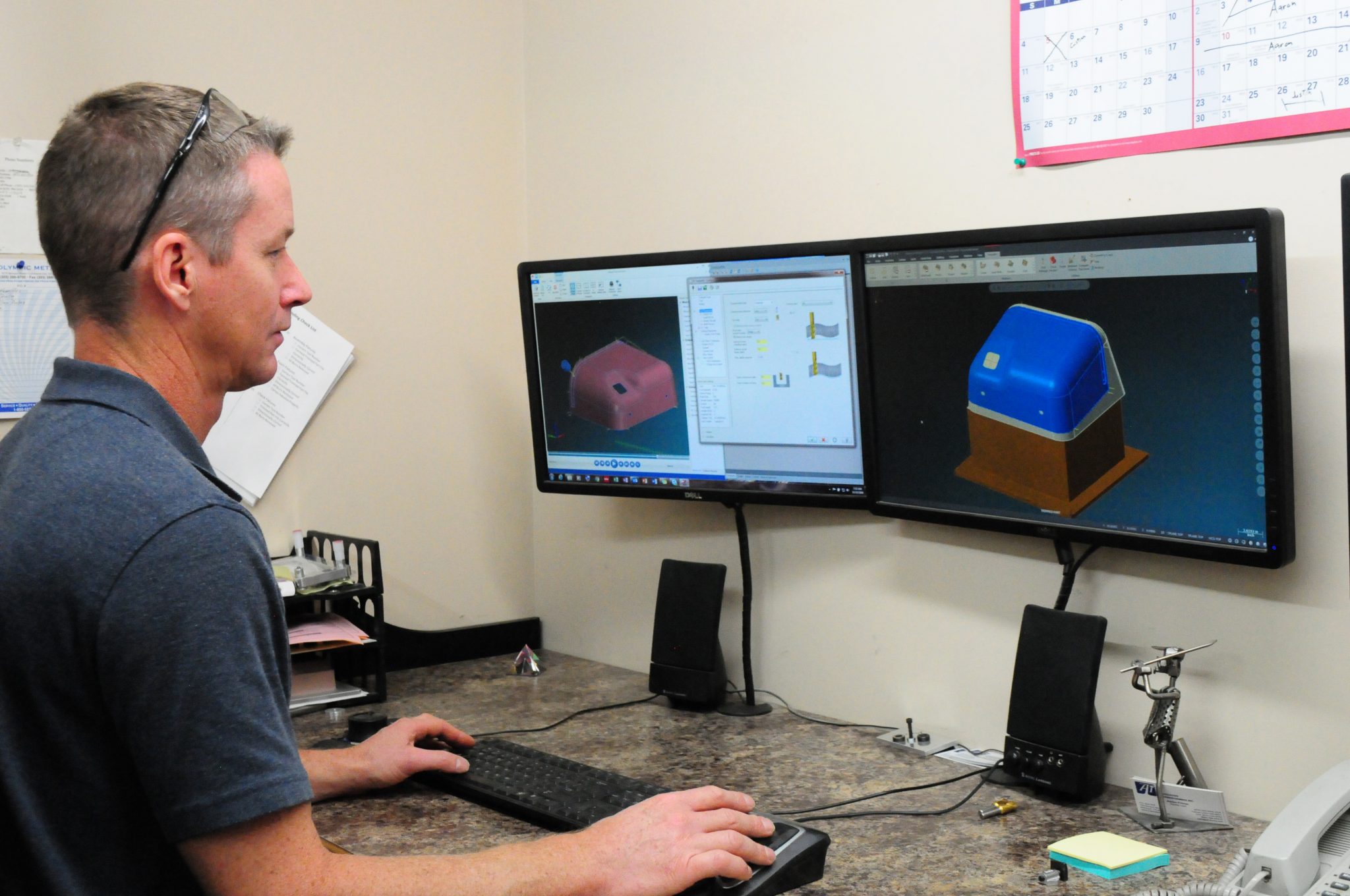 Frison himself is a self-taught Mastercam programmer who started out in the shop, and eventually under the guidance of his boss, Dwight Stull, worked his way up to becoming tool room supervisor and lead programmer. Now, Frison has two others who, under his supervision, are acquiring Mastercam programming skills on the job. He said the software has become significantly more powerful yet easier to use over the 17 years that he has been using it. He is a Mastercam Beta user which allows him to keep an eye on the new features coming along that might be helpful to him.
Frison himself is a self-taught Mastercam programmer who started out in the shop, and eventually under the guidance of his boss, Dwight Stull, worked his way up to becoming tool room supervisor and lead programmer. Now, Frison has two others who, under his supervision, are acquiring Mastercam programming skills on the job. He said the software has become significantly more powerful yet easier to use over the 17 years that he has been using it. He is a Mastercam Beta user which allows him to keep an eye on the new features coming along that might be helpful to him.
He singled out a number of important CAM capabilities that make him and his programmers more productive:
Managing Operations: The tool design delivered to the CNC programmers may require dozens of manufacturing operations. Rather than separate the mold out into files for each individual component, Mastercam’s Operations Manager breaks out all of the individual parts into their own machine and tool groups so that programmers can attack their work from within a single CAM file. This feature saves many hours of time prior to and during programming work – 10-15% of the total job by Frison’s estimate.
 Work Coordinates: The software automatically preserves the orientation of each operation within the CAM file in its Work Coordinate System (WCS). This feature is also a big time saver because it automatically snaps the user into the proper coordinates as he navigates between different parts and operations.
Work Coordinates: The software automatically preserves the orientation of each operation within the CAM file in its Work Coordinate System (WCS). This feature is also a big time saver because it automatically snaps the user into the proper coordinates as he navigates between different parts and operations.
Toolpath Simulation: Frison said that programmers routinely use Mastercam’s simulation features to verify that a program will remove the exact amount of material required and that there are no tool interferences. This gives them the confidence to run at optimal speeds, without the fear of having a crash that might damage the machine or result in scrap.
Dynamic Motion: ATI uses toolpaths incorporating Mastercam’s Dynamic Motion technology whenever possible. This material aware technology takes into account the material conditions ahead of the tool and continually adjusts feeds, speeds, and cutting motions to maintain a constant chip load. Frison said, “For the type of work we do, these toolpaths are wonderful. They have a smooth cutting action so you don’t get those hard stops in the corners or feed-over where you are taking the full cutter diameter. With Dynamic Motion, we can use a long tool to reach into deep undercuts and not worry about deflection. It is just a much smoother toolpath and it gives better finishes as well as improved cycle times. For cavity work, we have probably reduced our machining cycles by at least 25% on average, and our carbide end mills last a lot longer so our cutting tool costs have gone down.”
All in a Day’s Work
The tooling department uses its CNC skills to do more than make forming tools. One of their responsibilities is to produce spares used to replace damaged or broken equipment throughout the plant. They also design and make fixtures used in the assembly department to assure an accurate fit of mating parts.
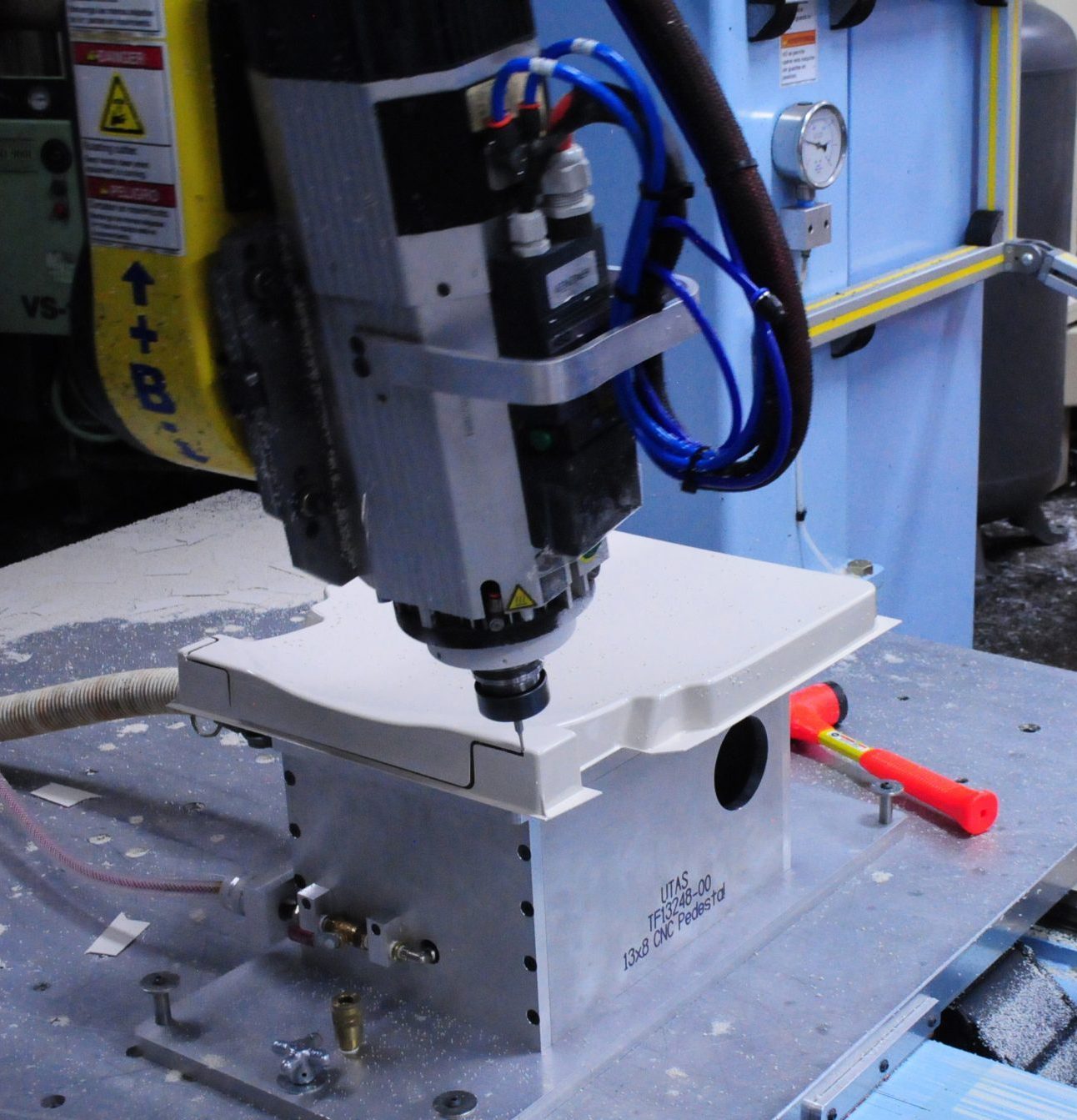
 They produce fixtures used by the CNC department for its production trimming operations on 5-axis routers that are also programmed with Mastercam. The CNC department has its own CNC machining center that could do this work, but it is tied up doing secondary operations to completed parts on a production basis.
They produce fixtures used by the CNC department for its production trimming operations on 5-axis routers that are also programmed with Mastercam. The CNC department has its own CNC machining center that could do this work, but it is tied up doing secondary operations to completed parts on a production basis.
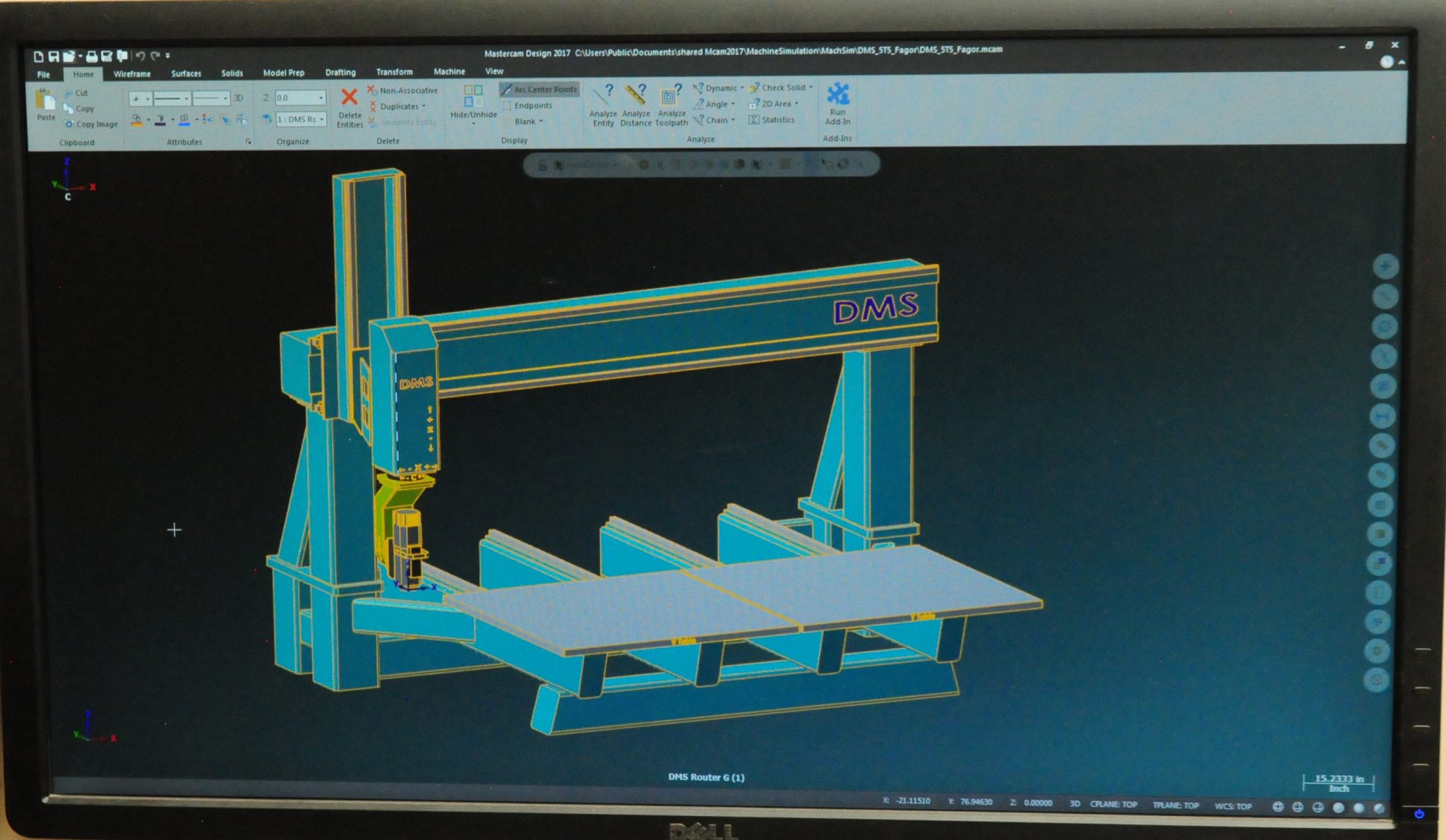
Frison is currently collaborating with the CNC department to develop machine models for their dual table 5-axis routers. This will make it possible to use Mastercam’s machine simulation for virtual verification of complex 5-axis trimming toolpaths. Visualizing the trimming operations in this manner will detect potential crashes and, therefore, allow the staff to run first piece trimming operations at full speed rather than take large amounts of time stepping through them one by one.
There are many weeks when the tooling department staff can keep up with its responsibilities working a “standard” four-day, 40-hour work week. Even so, their efforts are supporting CNC equipment that operates two shifts, 80 to 100 hours each week. Depending on productions schedules. ATI as a company has managed to achieve a considerable increase in sales and productivity over the past five years. Using the agile CAM tools at their disposal, the tooling staff has been able to keep pace with this growth, with no changes in staff levels.










 does, another technology, computer aided manufacturing (CAM) plays an important role in improving the company's productivity, reducing lead times along with operating costs.){kind=link}