





























Laser-based welding has revolutionized the manufacturing landscape, enabling the precise and efficient joining of intricate assemblies across diverse sectors, including medical devices, automotive, aerospace, and the growing battery and electric vehicle (EV) industries. While lasers are undeniably crucial for achieving top-tier welds, the significance of fixture design cannot be over-emphasized. A well-crafted fixture is the backbone of the welding process, ensuring stability, repeatability, and, ultimately, the operation’s success.
Five essential functions must be meticulously addressed in fixture design to unlock the full potential of laser-based welding in these industries: ease of loading/unloading, ensuring intimate contact between parts being welded, maintaining consistent component tolerances and fixture registration, and providing a clear line of sight for laser welding and alignment verification through cameras. Neglecting these functions can lead to subpar weld quality, early failures, and significant production setbacks. Figure 1 shows how gaps can impede proper and satisfactory welds.

Streamlined Loading/Unloading
Efficiency is paramount in the fast-paced world of manufacturing. A well-designed fixture must facilitate the smooth loading and unloading of components to be welded. This is especially crucial in industries like medical devices, automotive, aerospace, and EVs, where precision and speed are imperative. A fixture that hampers the easy placement and removal of parts can impede production throughput. This is further highlighted in cases where fixtures act as pallets, preloading components within the fixture before transferring them to the laser system, as shown in Figure 2.
Consider a medical device manufacturing scenario where tiny, intricate components must be laser-welded. An inadequately designed fixture can make it difficult for operators to position these delicate parts accurately. In many cases, fixture selection might involve robotic handling to bring the components together one assembly at a time. In another case, this prolongs the assembly process and increases the risk of damaging the components. In contrast, a fixture that enables quick and precise loading/unloading (manually or automatically) ensures that the welding process remains efficient, minimizes operator errors, and maximizes productivity.
Ensuring Optimal Part Contact
Achieving high-quality welds demands optimal contact between the parts to be joined. Gaps or misalignment between components can result in subpar weld quality, compromising the structural integrity and reliability of the final product. This requirement is particularly vital in aerospace and EVs, where safety and performance are paramount.
Imagine an aerospace component with a slight gap between two critical parts due to inadequate fixture design; Figure 1 shows such a case. These gaps can lead to stress concentrations when exposed to rigorous flight conditions, causing premature component failure. In the EV sector, where battery packs are assembled using laser welding, any gaps or misalignment in the components can affect the overall performance and longevity of the battery, potentially leading to costly recalls. These gaps also lead to a failure mode where the weld acts as a hinge flexure, subjecting it to stress and ultimately causing weld failure over time. Furthermore, such gaps can serve as collectors of oxides and contaminants, leading to further oxidation of the weld from its backside.
Consistent Registration and Tolerances
Maintaining consistent registration and tight tolerances between components is another crucial function of a well-designed fixture. In precision-critical industries such as medical devices and automotive, even minor variations in alignment can result in unacceptable product deviations and increased reject rates. Fixtures must ensure that parts are securely held in their intended positions throughout welding. Tolerance plays a vital role in both the fixture and the components.
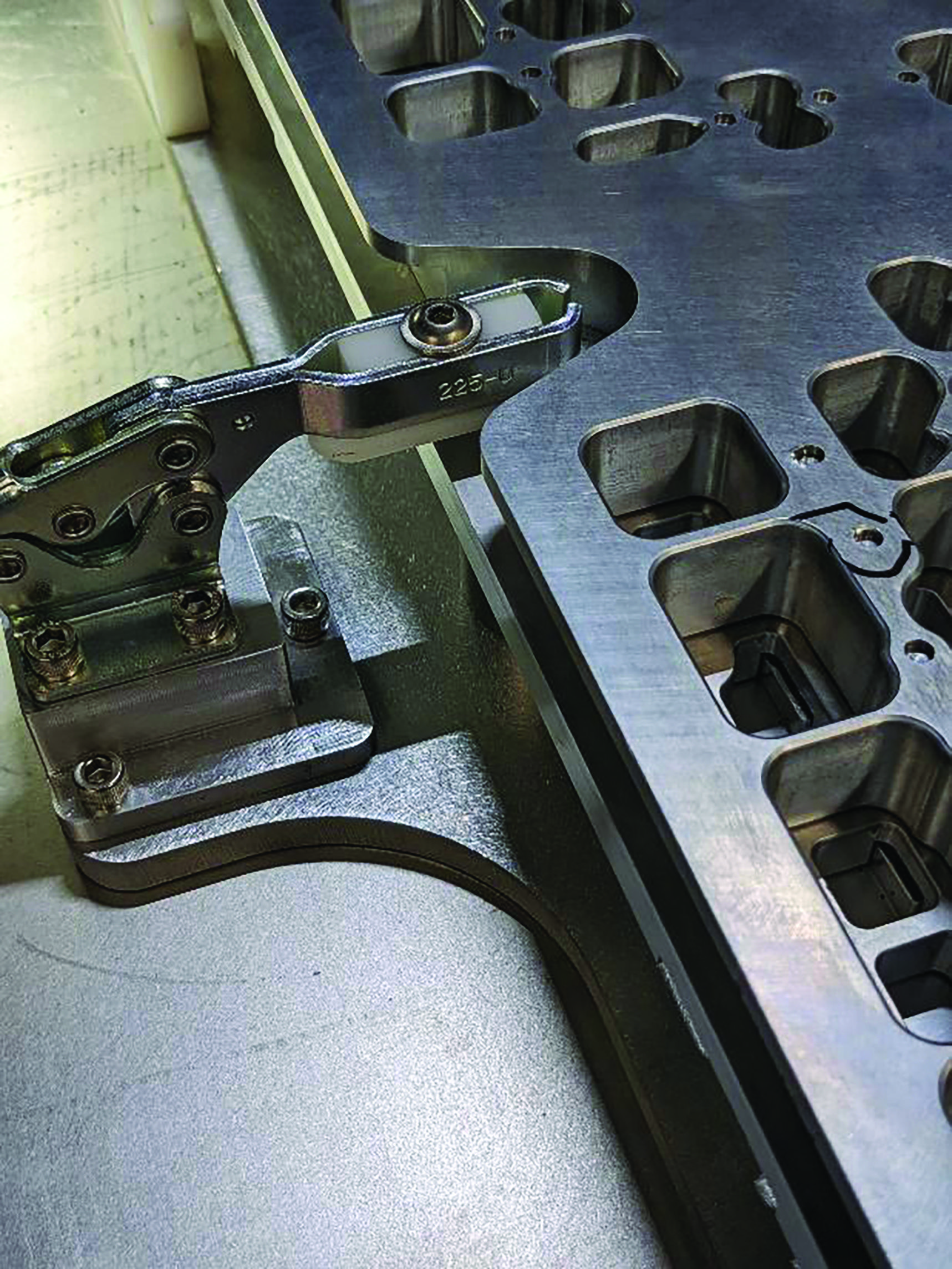
Unacceptable component tolerance stack-ups can lead to mispositioned components, part gaps, over- or under-clamping of the element within the fixture, and overall yield issues in the laser welding process. It should be noted that various clamps may be needed, and the setup of these clamps becomes critical; you don’t want heavy clamping, just a slight preload to keep the parts in a fixed position and the overall fixture in place. Figure 3 shows the typical clamping of a palletized fixture.

Unobstructed Line of Sight and Camera Alignment Verification
In laser-based welding applications, maintaining an unobstructed path for the laser beam is evident and crucial for achieving precision. With a variety of off-the-shelf welding optical heads, manufacturing engineers need to be aware of the characteristics of the laser beam output of the lens within that focusing head. The collimated beam diameter received at the focus lens, the cone angle output, the working distance of the focusing lens, and the spot size on the target all play a vital role in the laser material interaction during welding.
Once the welding parameters are established, initial testing parameters can be brought to the laser machine tool. The design of the fixture must take into consideration several factors for proper laser welding, including nozzle gas pressure, nozzle end size, the reflectivity of the material being processed, the angle at which the laser focus head is angled to eliminate back reflections, and the observed visual alignment verification to ensure the accuracy of the welding process.
Fixtures must provide clear access for the laser beam to reach the welding zone and enable operators to verify component alignment through cameras or other machine vision optical systems. These openings must also ensure that the welding spatter can eject and that those openings can be cleaned easily. Figure 4 shows an image of a typical window and how it might get contaminated over time, requiring maintenance and cleaning.
In the automotive industry, for example, welding intricate components within the confined spaces of a vehicle chassis requires fixtures that allow the laser beam to reach every weld joint without obstruction. Additionally, using cameras or vision systems is essential to verify the alignment of components and ensure that the welding process is on track. Narrow weld zones or obstructions caused by weld angles and positioning could result in partial laser beam blockage, leading to poor welding performance and potentially no weld due to such shadowing.
Consequences of Neglected Laser Welding Fixture Design
Neglecting any of these crucial functions in fixture design can have significant consequences. Mismatched part tolerances, gaps between parts due to poor clamping, loose component registration, inadequate vision illumination, or laser beam obstruction can all lead to subpar welding quality and product failures. These failures not only necessitate costly rework and potential recalls, but they also have safety and financial implications for the manufacturer.
Conclusion
Fixture design is integral in laser-based welding applications across industries such as medical devices, automotive, aerospace, and EVs. To achieve the stability and repeatability required for precision welding, fixtures must excel in essential functions: ease of loading/unloading, ensuring optimal part contact, maintaining consistent fixture registration and component tolerances, and providing an unobstructed path for laser welding and alignment verification. Neglecting these functions can lead to subpar weld quality and costly production setbacks.
As these industries continue to push the boundaries of innovation, the role of fixture design in laser-based welding will remain indispensable. Manufacturers must recognize the importance of well-designed fixtures and invest in their development to ensure the success, quality, and reliability of their products in an increasingly competitive marketplace.
By Todd E. Lizotte, Orest Ohar, and Joseph Dagher of Bold Laser Automation, Inc. Bedford, NH







