







The Art of Railroad Axle Manufacturing
Remanufactured three-stage lathe line with Sinumerik 840D sl CNC provides dynamic solution for railroad axle manufacturer
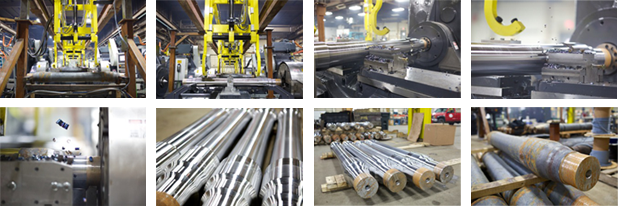
Euro Machinery Specialists (Menomonee Falls, WI) recently remanufactured a 1960s vintage Snyder “Three-Stage” lathe machining line for its customer, Standard Forged Products (McKees Rocks, PA), for use in the production of rail and locomotive axles. Owing to the change from hydraulic tracer to advanced CNC control, DC headstock to synchronized AC drive and hydraulic to AC axes servo motion, the production of steel billets into hammer forged finished axles was substantially improved for the end user.
 According to Euro vice president Karl Engelke, “Standard Forged Products was looking for a significant productivity increase to bring the “Three Stage” system back to OEM level cycle times, due to punishment from many years of heavy-duty machining around the clock. Peak operating performance was originally about a four-minute cycle time for a completely machined axle, start to finish. Over the years, cycle times dwindled and, when we received the project, cycle time was over seven minutes per axle, due to numerous mechanical and electrical problems and failures — therefore, this Snyder line was in need of a total overhaul and remanufacture. Our overall three-year contract with Standard Forged Products for this project required complete rebuilding from the ground up. Since the old iron was extremely sound, it was an ideal candidate for remanufacture, including everything from the key motion control package, consisting of three Siemens Sinumerik CNCs, Simotics motors and Sinamics drives at each lathe, plus Simatic PLC and HMI as the master of the entire line.” He noted that on all three machines, 4-inch diameter ballscrews and bearing blocks capable of over 44,000 lbs. of thrust were designed to replace the original hydraulic cylinders. The line required complete rebuilding of all headstocks and hydraulic chucks, replacement of most gears, shafts and Timken bearings. All new hydraulic and lubrication systems were designed and integrated. Other improvements of note were double way wiper systems and special sheet metal guarding to protect the operators and machine components from the heavy chips. In total, the entire project required over 11,000 man-hours of work.
According to Euro vice president Karl Engelke, “Standard Forged Products was looking for a significant productivity increase to bring the “Three Stage” system back to OEM level cycle times, due to punishment from many years of heavy-duty machining around the clock. Peak operating performance was originally about a four-minute cycle time for a completely machined axle, start to finish. Over the years, cycle times dwindled and, when we received the project, cycle time was over seven minutes per axle, due to numerous mechanical and electrical problems and failures — therefore, this Snyder line was in need of a total overhaul and remanufacture. Our overall three-year contract with Standard Forged Products for this project required complete rebuilding from the ground up. Since the old iron was extremely sound, it was an ideal candidate for remanufacture, including everything from the key motion control package, consisting of three Siemens Sinumerik CNCs, Simotics motors and Sinamics drives at each lathe, plus Simatic PLC and HMI as the master of the entire line.” He noted that on all three machines, 4-inch diameter ballscrews and bearing blocks capable of over 44,000 lbs. of thrust were designed to replace the original hydraulic cylinders. The line required complete rebuilding of all headstocks and hydraulic chucks, replacement of most gears, shafts and Timken bearings. All new hydraulic and lubrication systems were designed and integrated. Other improvements of note were double way wiper systems and special sheet metal guarding to protect the operators and machine components from the heavy chips. In total, the entire project required over 11,000 man-hours of work.
In addition to the remanufacture of the three lathes, Euro re-engineered and provided an entirely new overhead gantry workpiece  shuttle system. This massive automated system, having been converted from hydraulic to servo operation, performs barcode scanning and moves the initial raw forged axles into the roughing lathe “Stage One” position for left and right journal section machining. Then, it transfers the workpieces in sequence to the next two machining stages for center-section roughing “Stage Two” and finish cut “Stage Three” — finally transferring and offloading the completed workpieces to the holding area.
shuttle system. This massive automated system, having been converted from hydraulic to servo operation, performs barcode scanning and moves the initial raw forged axles into the roughing lathe “Stage One” position for left and right journal section machining. Then, it transfers the workpieces in sequence to the next two machining stages for center-section roughing “Stage Two” and finish cut “Stage Three” — finally transferring and offloading the completed workpieces to the holding area.
The turning line synchronizes left-head and right-head 150 hp Simotics M-1PH8 motors for both Stage One and Stage Two roughing lathes. The rough cut is, according to Engelke, “perhaps the most aggressive and impressive cutting operation in the machine tool industry today.” On each tool block, multiple large diameter button nose cutting tools with high carbide content plunge into the forging at a minimum ½-inch depth of cut at approximately 0.200 inch-per-revolution. The high carbon tool allows for extremely high tool pressure and resists high temperature which puts the heat into the chip, not into the cutting tool. Standard Forged Products has the cutting formula down to a science — however, the challenge was to optimize the process even further, thanks to the incredible power and torque from the headstock motors and newly designed large ballscrews, gear reduction and servomotors versus the old hydraulics systems. Since the axle is hammer-forged, the surface is extremely difficult to break and machine with any consistency; therefore, tool stability and extremely rigid machine components are absolutely critical to the integrity of the process.
In Stage Two, the center section of the axle is machined with an overall first finish pass made. Stage Three involves the final finish pass  with a single headstock 75 hp Simotics M-1PH8 motor driving the workpiece. In operation, while the customer spec for the axle surface finish is 250 RMS, the line is currently holding 124 RMS consistently, Engelke noted. Every workpiece in process is subject to form gage and profilometer readers for accuracy. As an interesting sidebar, two semi-trailers full of chips are produced by this line, every day.
with a single headstock 75 hp Simotics M-1PH8 motor driving the workpiece. In operation, while the customer spec for the axle surface finish is 250 RMS, the line is currently holding 124 RMS consistently, Engelke noted. Every workpiece in process is subject to form gage and profilometer readers for accuracy. As an interesting sidebar, two semi-trailers full of chips are produced by this line, every day.
Each stage’s motion control is run by a Sinumerik 840D sl CNC, the Siemens flagship controller. An HT2 handheld unit is provided at each station for easy setup and commissioning.
Dual-channel (X, Z and U, W) cutting paths in Stage One necessitated the higher level CNC for motion control accuracy, according to Cary Ramthun, CNC programmer and controls engineer at Euro. He detailed the additional challenges of the line control rebuild and the solution. “We were challenged by the large amounts of power and torque required to perform this machining operation in each of the three stages, plus the overhead gantry system and other materials handling devices all required precise integration. We worked with Tom Threinen and his team at Siemens to achieve the entire motion control and automation package. The movements are seamless and completely safe for both the customer’s operators and every component of the machine stages.”
Ramthun further noted, “Siemens programmers worked with us and Standard Forged Products programmers to accomplish the final solution on this project.” He mentioned the unique adaptive control feature on the Siemens CNC, which accommodates the out-of-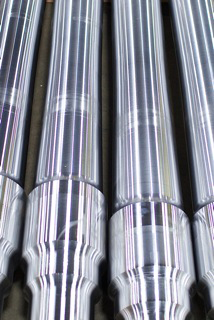 roundness condition often found on hammer forgings. The Profinet coupler provided with the Sinumerik 840D sl syncs the gantry and the machine stages in a series of “handshakes” with no hard-wiring, only sub-network connections are required, plus full isolation of the networks.
roundness condition often found on hammer forgings. The Profinet coupler provided with the Sinumerik 840D sl syncs the gantry and the machine stages in a series of “handshakes” with no hard-wiring, only sub-network connections are required, plus full isolation of the networks.
Engelke detailed the engineering required for the project presented considerable challenges, as well. “We were working with 1960s machinery built by a Snyder company that’s no longer in business. We literally started by reverse engineering each individual machine component in our CAD system. Doing so allowed us to design, engineer and adapt new modern mechanical and servo driven solutions as well as provide the customer with complete, highly detailed machine documentation such as manuals with assembly drawings, spare parts lists, hydraulic, lubrication and electrical system schematics. Our customers find such documentation invaluable to their operations for service and troubleshooting of the machine tool.”
In addition to the Sinumerik CNC, Simatic HMI and Simotics motors on the line, the 46’ long control cabinet features Sinamics booksize and chassis drives, active line modules, Sitop 24V DC power supplies and all auxiliary hardware for the machine and gantry control.
Engelke concludes, “This was a total team effort between Siemens, Standard Forged Products and our company. The result was a better-than-new production line for our customer, which came about through the use of new modern motion control and CNC technologies, diverse talents cooperating together and a good deal of old-fashioned American ingenuity.”
Click HERE to view the Siemens controls Euro Machinery rebuild.
About Euro Machinery:
Euro Machinery Specialists was founded in 1969 by Engelke’s two grandfathers. Today, it represents a number of quality Horizontal and Vertical Boring Mill lines, machining centers plus grinding equipment — in addition to its rebuilding and retrofitting business. Customers range from major machine tool and construction equipment builders to the military and related contractors. The company employs over 20 people including two CNC engineers.
For more information on this story, please visit:
www.usa.siemens.com/cnc
Or contact:
SiemensMTBUMarCom.industry@siemens.com
For more information on Euro Machinery, please visit:
www.euromachinery.net
Or contact:
info@euromachinery.net










