







When we think of industrial automation, the first things that pop into our mind are robotic arms, material handling or CNC machines. The idea of automation, however, goes far beyond these major, buzzworthy capital investments. There are ways to introduce some level of automation in all kinds of places across a manufacturing floor, tooling included.
Automation in the tooling world is at a stage where it can drastically improve handling and precision. In a variety of scenarios, different types of automation can make tasks that once required delicate hand adjustments and difficult measurements drastically easier, more accurate and, best of all, faster. In some areas, we’re also in the early stages of being able to collect and use data, the essence of Industry 4.0.
If you think of automation as anything that eliminates or reduces manual work, you can start with some simple pieces of equipment that make positioning the workpiece easier.
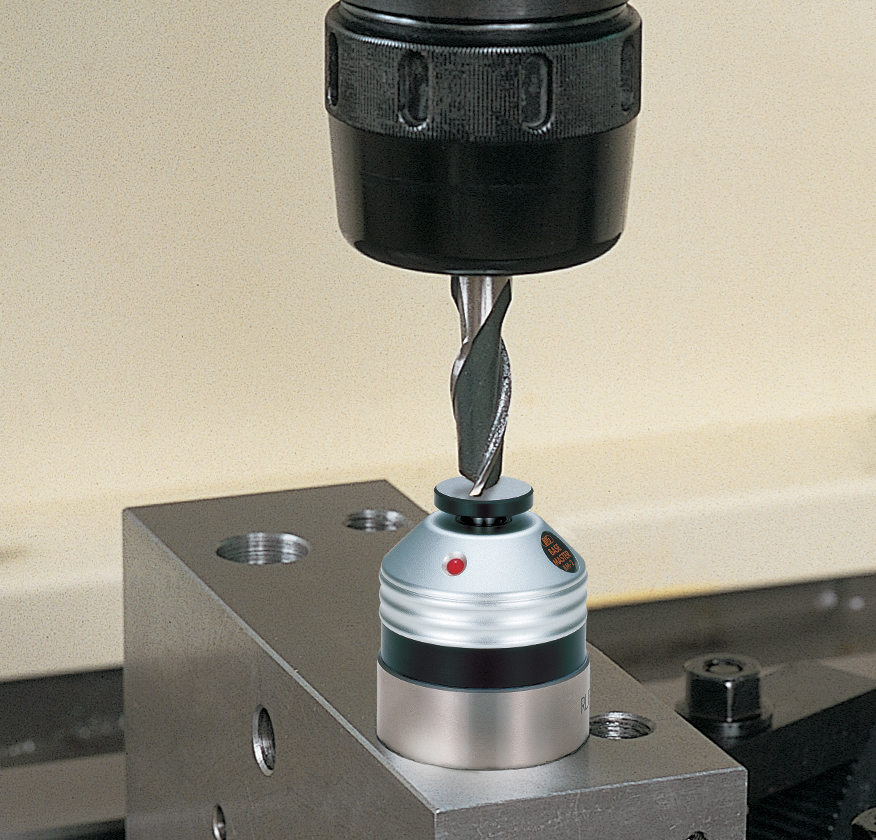
 For instance, the Base Master series of touch sensors is effective for determining both workpiece offsets and tool lengths to within +/- 0.005 mm at a repeatability of 1 µm. Or, there’s the 3D Master Red, an all-in-one three-axis (X, Y, Z) measurement tool that doesn’t require calculation or compensation for the stylus ball measurement.
For instance, the Base Master series of touch sensors is effective for determining both workpiece offsets and tool lengths to within +/- 0.005 mm at a repeatability of 1 µm. Or, there’s the 3D Master Red, an all-in-one three-axis (X, Y, Z) measurement tool that doesn’t require calculation or compensation for the stylus ball measurement.
Not only are these examples making it easier to handle and maneuver tools, but in the end, it also speeds adjustments and eliminates costly remeasuring time or re-cutting. Workholding has moved in a similar direction.
Precise Holding and Rapid Loading and Unloading Of Parts
Historically, different types of machine tools were delivered with a unique workholding interface, like lathes with three/four-jaw chucks or collet systems or milling machines, which are still most often based on a T-slot table. These days, milling, turning and some grinding can be performed in a single machine or several machines grouped in a cell.
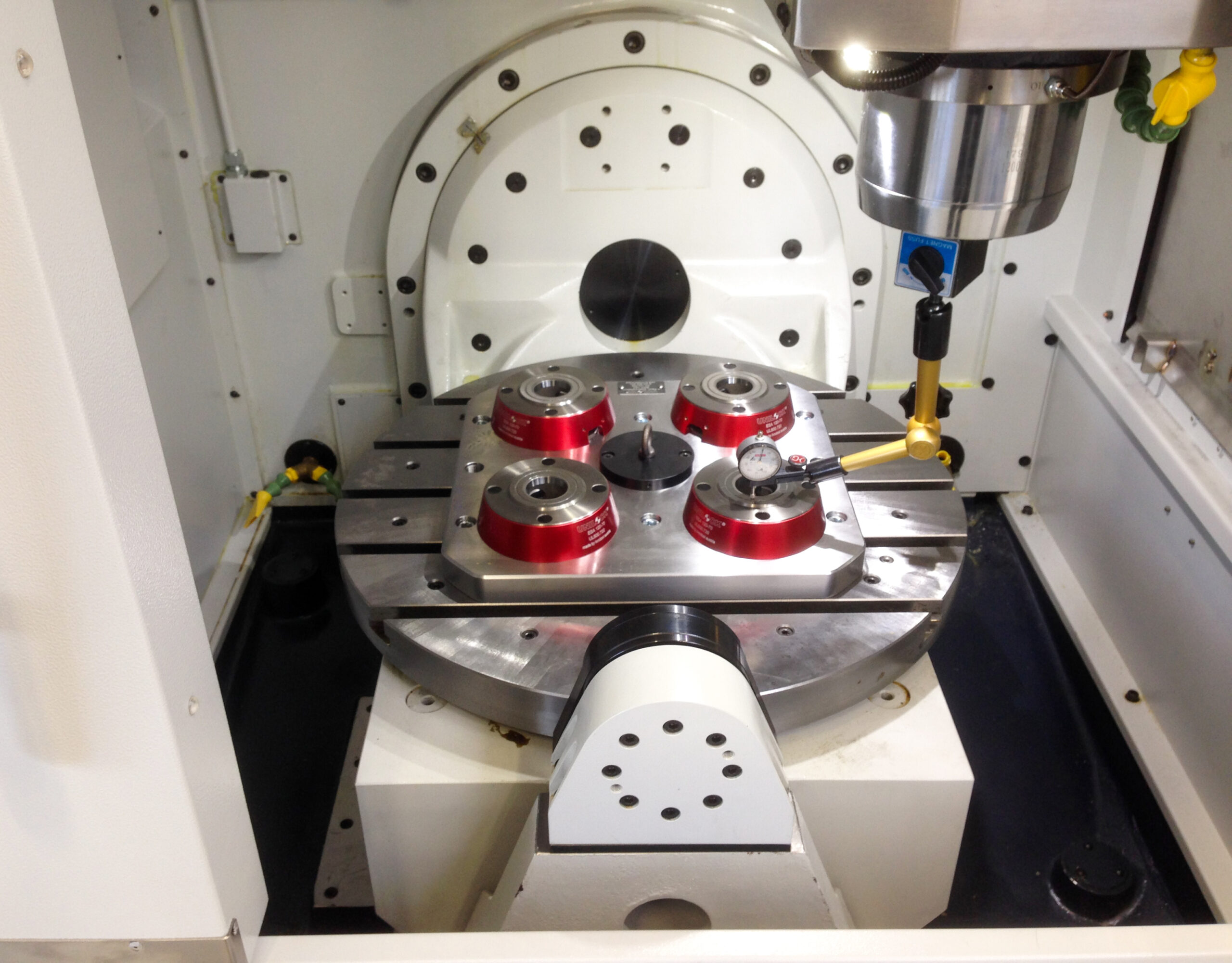
Zero-point clamping systems provide the best solution to two of manufacturing’s toughest setup problems: repeatability of location from one fixture or workpiece blank to another, and transfer of work from one machine tool to another. While these systems aren’t new, they add the ability to open and close the chucks with the flip of a switch and allow you to take another step toward automation.
When these automation chucks, with repeatability of 0.0002 inch or better, are palletized, we get data, an area the tooling world is just starting to explore in-depth. Alignments for the chuck are established from its centerline, and that data can be captured electronically and stored in a machine’s CNC program. Work can then be moved from turning center to a grinder or from a machining center to a CMM without having to re-establish the reference point—so you can run any fixture at any time.
This type of clamping system allows for machining parts through the second and third steps without ever unclamping the part. Not only is this a more consistent and faster way of doing things, but feature-to-feature accuracy is improved, and it reduces touchpoints, measurements and chances of human error.
 The fact is every time a part is touched, it costs money. Palletizing an entire production can remove at least 75 percent of handling time; plus, once you get to the point of automated production, the common workholding interface will reduce implementation costs.
The fact is every time a part is touched, it costs money. Palletizing an entire production can remove at least 75 percent of handling time; plus, once you get to the point of automated production, the common workholding interface will reduce implementation costs.
Tooling is Getting “Smart”
When we start talking about presetting is when the conversation about data really starts. A standard, bench-top presetter can keep spindles running while measurements are done faster and more accurately offline. Now, they can also act as a shop communication hub, reducing the number and difficulty of manual steps.
Our Speroni presetters, for example, can be equipped with software called Edge Pro. Edge Pro communicates with the engineer’s CAM software, such as Vericut, to verify length, diameter, create a G-Code and post-process with the exact tooling values. Still, these advancements are just scratching the surface.
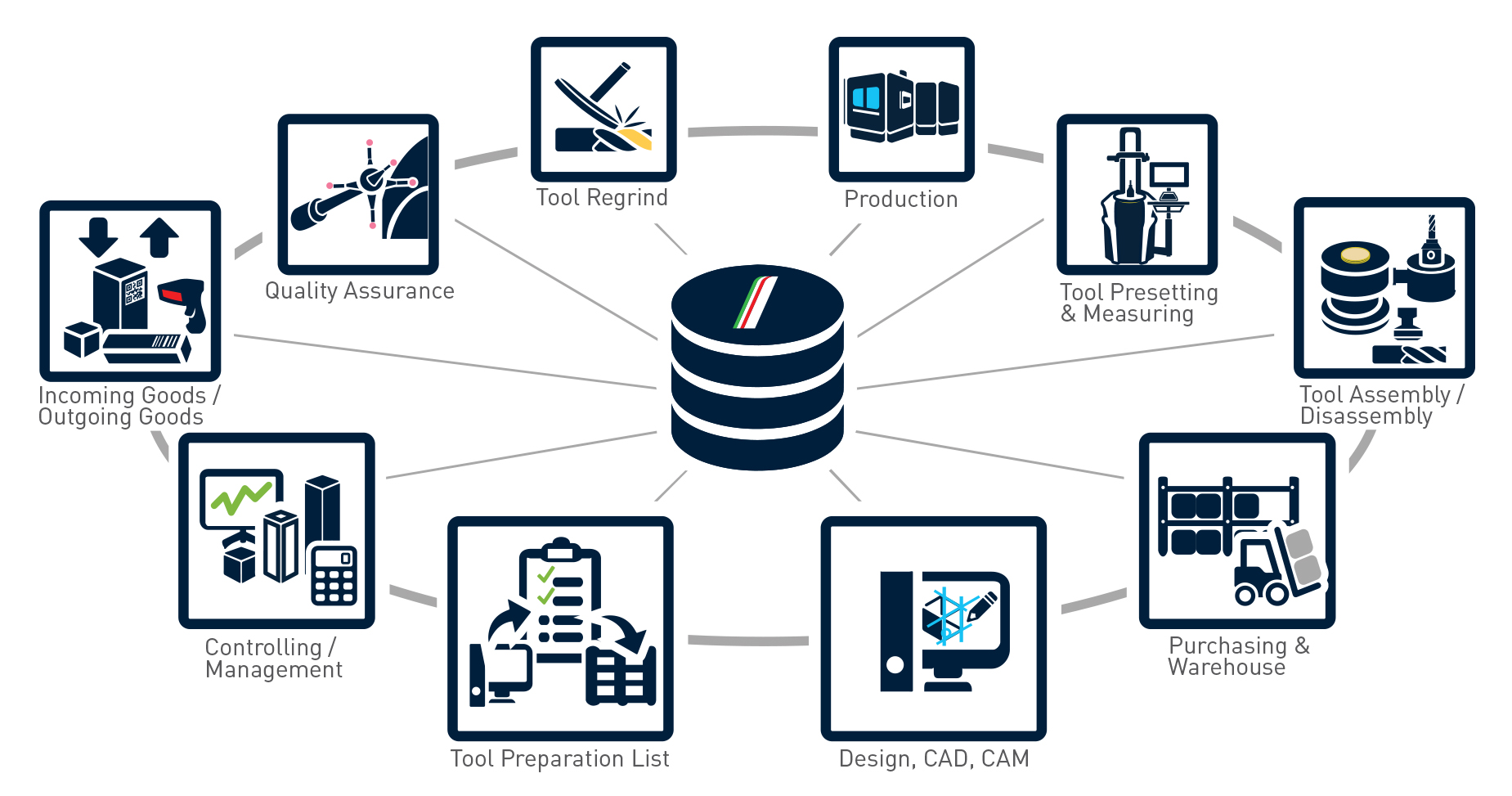
The rise of the smart factory has forced us all to realize the stark distinction between old reactionary tool management systems that operate with manual measurements and hand-written notes and new proactive tool management systems that operate with hyper-traceability.
Our traceability solution, Intelligo, connects directly with devices to recognize components, cutting edges, tool assembly, carts, baskets, etc. through wireless systems (i.e. RFID or QR/barcode) and trace them throughout the shop. At installation, Intelligo is adapted to the specific tool room, floor and systems. Using a scalable software structure and local presetters, Intelligo links a company’s entire tool library, active or inactive, with the CAM, planning and measuring software and displays it in a 3D graphic interface for visual reference in real-time.
Automated tracking and data collection allow a shop to proactively manage inventory, consumption and assembly, preventing downtime and enhancing profitability. This tool management technology also tracks how much of the purchasing budget goes to tooling, monitoring and exposing the value gained or lost while the tooling is in the shop.
While Intelligo is about as advanced as it gets in terms of tool management systems, there are less integrated levels of automation available. Our Simple Post Interface (SPI), for instance, prints a label with a QR code at the presetter that’s read by the SPI module at the machine control, as opposed to measuring, printing a label and punching the data into the control. The system can also be configured to send measurements directly into the tool NC’s offset table—nobody touches anything at the machine.
In essence, these technologies help guarantee you’ll have the right tool, in the right place at the right time while optimizing tool resources and budgets and eliminating duplication or overlap of challenging manual work.
Digital Tools and Closing the Automation Loop
Last but not least, let’s talk about the tools themselves. While analog is still widely the name of the tooling game, there is some exciting digital and connectivity progress limiting challenging manual work. Digitalization provides major opportunities for production improvements. Boring heads, like our EWE product line, for instance, include digital readouts that, with the help of solid-state magnetic scales, display the actual diameter of the tool instead of hard-to-read Vernier markings. These heads not only make adjustments in the machine much simpler, but also clearly reveal any backlash at the adjustment screw. They can also pair with a mobile app via Bluetooth® so that adjustments can be automatically tracked and saved. Reduction of human error, speedier adjustments, and readily available wear and setup histories are just a few of the benefits of this arrangement.
The next phase is closing the automation loop. The soon-to-be-released EWA fine boring head has a motor built into the head that moves the cutting edge to the proper diameter automatically via remote Bluetooth commands, eliminating the time and risk associated with the machine operator adjusting the boring head by hand. The implications of automated fine boring operations are huge. In addition to making lights-out boring a possibility, this will add versatility and speed.
 With the help of a machine-integrated touch probe or bore gauge, the machining program can stop the boring cycle in the event of an out-of-tolerance bore and display an error message alerting the machine tool operator to make the required adjustment with the tablet. The EWA also allows for real-time compensation for insert wear. Similarly, the head can be automatically adjusted to different hole sizes, reducing the need to have multiple boring tools set at different diameters in the machine’s tool magazine.
With the help of a machine-integrated touch probe or bore gauge, the machining program can stop the boring cycle in the event of an out-of-tolerance bore and display an error message alerting the machine tool operator to make the required adjustment with the tablet. The EWA also allows for real-time compensation for insert wear. Similarly, the head can be automatically adjusted to different hole sizes, reducing the need to have multiple boring tools set at different diameters in the machine’s tool magazine.
These EWA automated boring heads can be synched with a tablet, PC or fully integrated with a new machine tool. With the tablet option, the head is connected via the BIG KAISER boring app. The boring head will automatically adjust according to the information the operator types into the app.
For legacy machine tools, a PC interface between the machine tool and the EWA can be used to provide a fully automated, closed-loop control cycle where commands are sent from the machine tool to the EWA, automatically adjusting the tool in synchronization with the machining process. In this solution, the integration with a legacy machine tool is done via a specific application running on an external industrial PC. This integration must be set up on-site since much depends on the machine tool control type.
The full system can only be integrated on new machine tools. The EWA control software runs directly on the machine tool itself and requires no external control device. The interaction with the operator is done in the machine tool human-machine interface in form of an app or a technology cycle.
What comes next will have an even more profound impact: communication directly between the tool and machine control. Tool diameter adjustments will be part of the programming process, so that human intervention is not required when a new hole is ready for finishing.
We are working on the integration of sensors like accelerometers into the tools and/or fixtures. We’ve already conducted tests with vibration sensors in tools, and the results are promising. This will have dramatic effects on diagnostics and error prevention both before and during machining. Simple air cutting will be able to reveal imbalances and resonant frequencies that will help validate if speed is within the proper range or a damping system will be needed. While in the cut, these sensors can recognize unsecured workpieces, as well as damaged or worn cutting edges, and record overall cutting quality for finer tuning of machining parameters.
Exciting things are on the horizon in the world of tooling. Today, the most widely adopted forms of automation are still fairly basic, but they offer great benefits in terms of repeatability, faster setups and measurements. As we’ve uncovered ways to collect and use data, customers—still a relatively small number—are learning how to automate and improve how they track costs, plan purchases and program.
While we aren’t quite at the point of autonomous action, like laser material handling systems or pick-and-place robots, progress is heading in that direction. As more sensors, data and connectivity is introduced, we’ll get closer and closer to the point where tools can adjust themselves based on set parameters and setup times can be cut drastically.













{kind=link}