




























With over 80 years as an industrial technology leader, Kennametal Inc. delivers productivity to customers through materials science, tooling and wear-resistant solutions. Customers across aerospace, earthworks, energy, general engineering and transportation turn to Kennametal to help them manufacture with precision and efficiency.
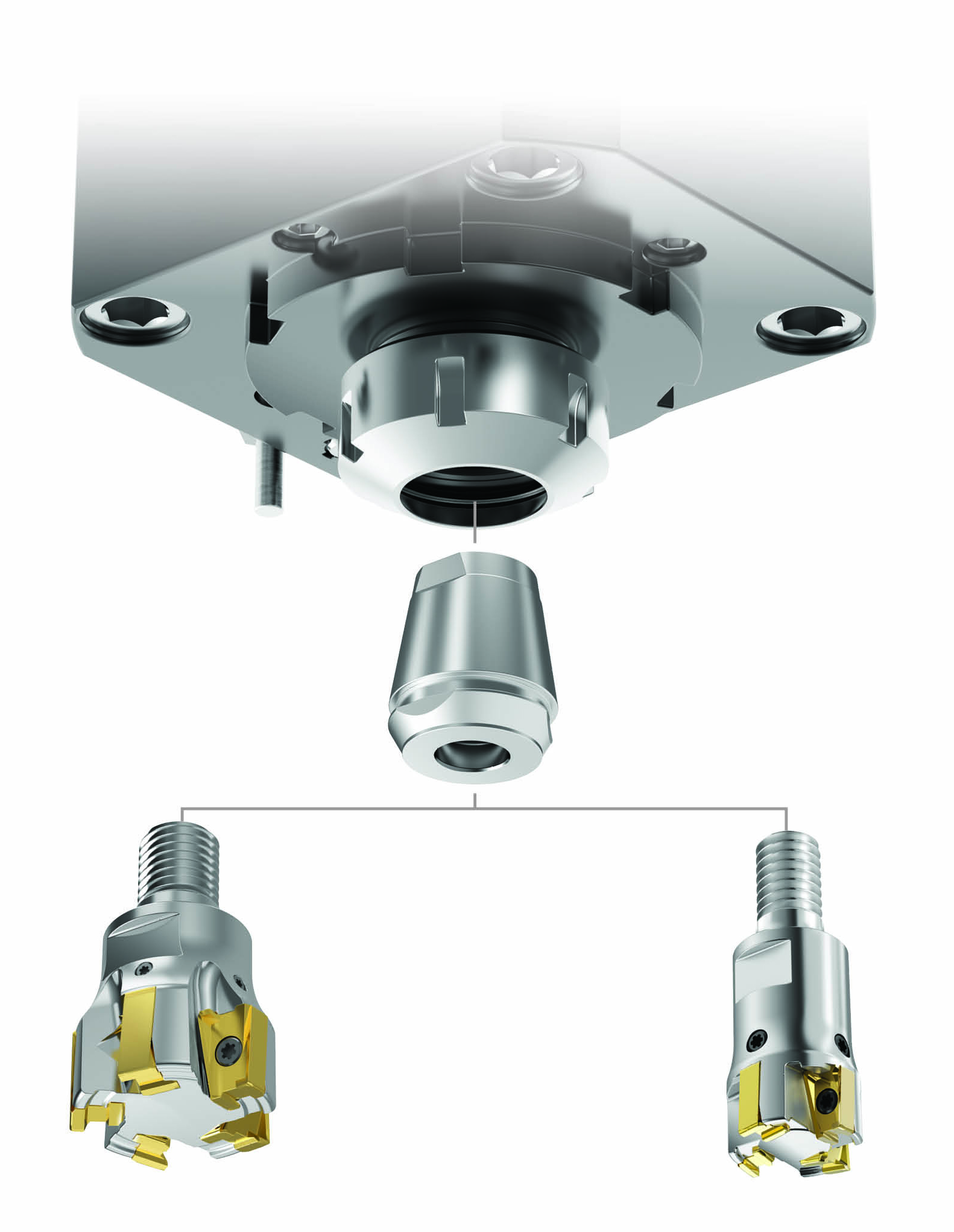
Kennametal announced an expansion of the turret adapted clamping units (TACU): ER-ready driven units in conjunction with a line of solid ER collets which are threaded to accept screw-on milling cutters.
“Together the new TACU ER units and the solid ER collets are a great marriage of technology. Available in sizes ER25 through ER40 with thread sizes ranging from M08 through M16, this innovation provides machining center-like capabilities to your live tool lathe. These new products provide the flexibility to use standard ER collets with solid end mills, or the new solid ER collets together with screw-on indexable milling cutters”, said Ronald West, Manager, Tooling Systems.

Sealed for through-the-tool coolant and there is a one-millimeter standoff for additional clearance on larger end mills with a precision-ground locating boss for minimal runout. It’s a very compact design, reducing the chance of interference on smaller machines. Compared to a standard spring-style ER collet, they’re very rigid, so you can take heavier cuts.
The TACU offering can be used on seven leading brands of CNC lathes, both VDI and bolt-mounted turrets (BMT) with a variety of static and driven blocks. TACU’s are equipped for internal and external coolant, with up to 12,000 RPM possible on specified driven tools. “This addition greatly increases the capabilities of our TACU offering”, said West.
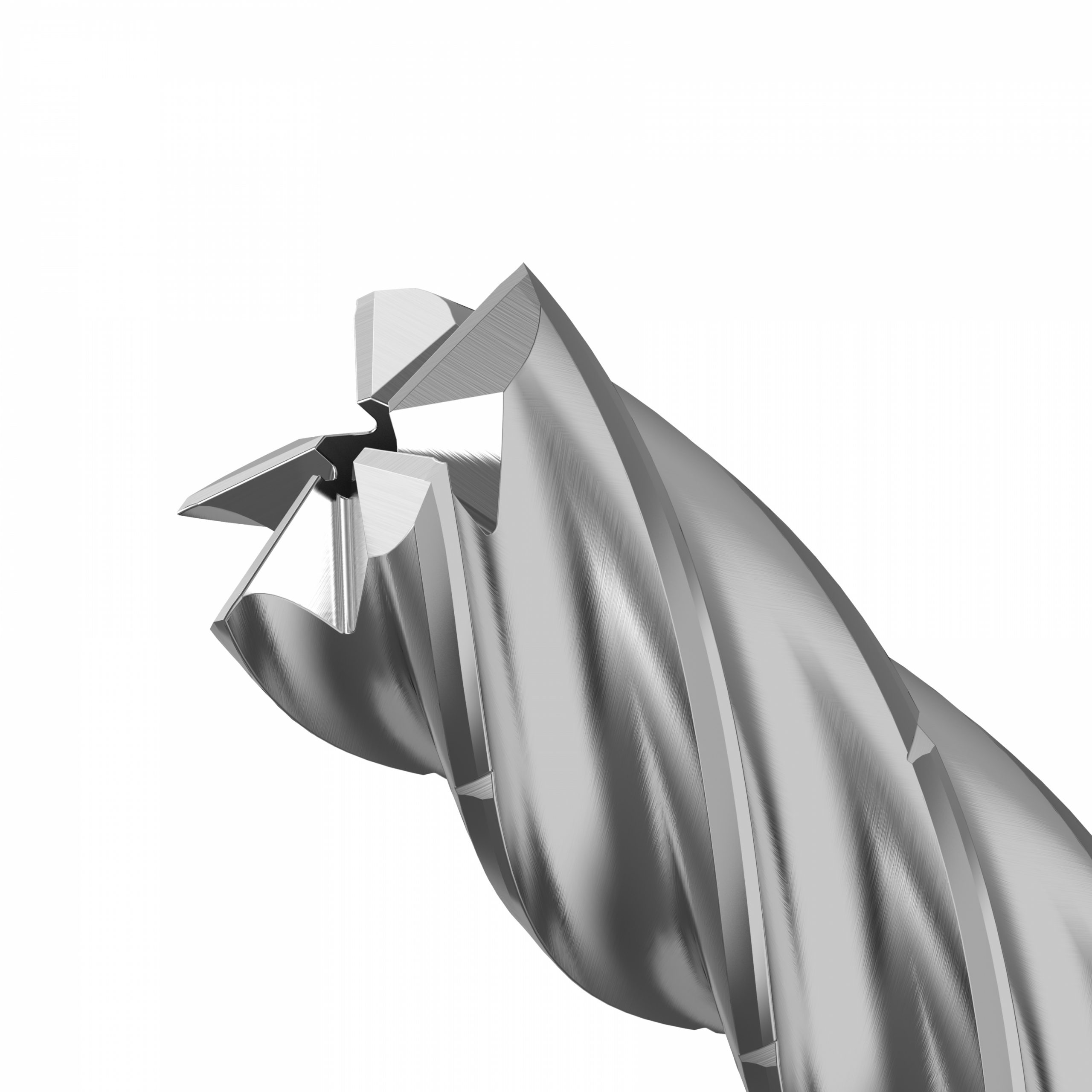
Introducing the KOR™ 5:The King of Roughing
Representing the latest innovation in high-velocity aluminum roughing is the KOR 5 solid carbide end mill. Designed for maximum productivity in aerospace machining, with this five-flute end mill table feed rates increase up to 66 percent compared to commonly used three-flute tools—redefining productivity for aircraft manufacturers and their suppliers.
KOR 5 is aimed at removing large amounts of metal and getting it away from the work zone as quickly as possible:
- Tapered core, variable pitch design, and 35° helix – eliminates chatter and tool deflection
- Coolant through the tool – flushes chips away while reducing heat.
- Unique chip splitter pattern – designed to break up long chips, eliminating re-cutting, but still contributes to high surface qualities.
The tool has the potential to become the new standard for machines utilizing CAD/CAM tool paths. KOR 5 has more active contact points versus a 2-fluted or 3-fluted end mill because it is a 5-fluted end mill, which creates improved stability and eliminates chatter on even the heaviest cuts. Applying the tool with low radial engagement, but high depth of cut results in much higher metal removal rates than traditional methods. To assure predictable, no pull-out performance at maximum feed rates, the KOR 5 is available with Safe-Lock™ shanks.
“Slotting, deep pocketing, dynamic milling—whatever your aluminum application, KOR 5 can do it faster”, said Thilo Mueller, Manager for Solid Carbide End Milling.
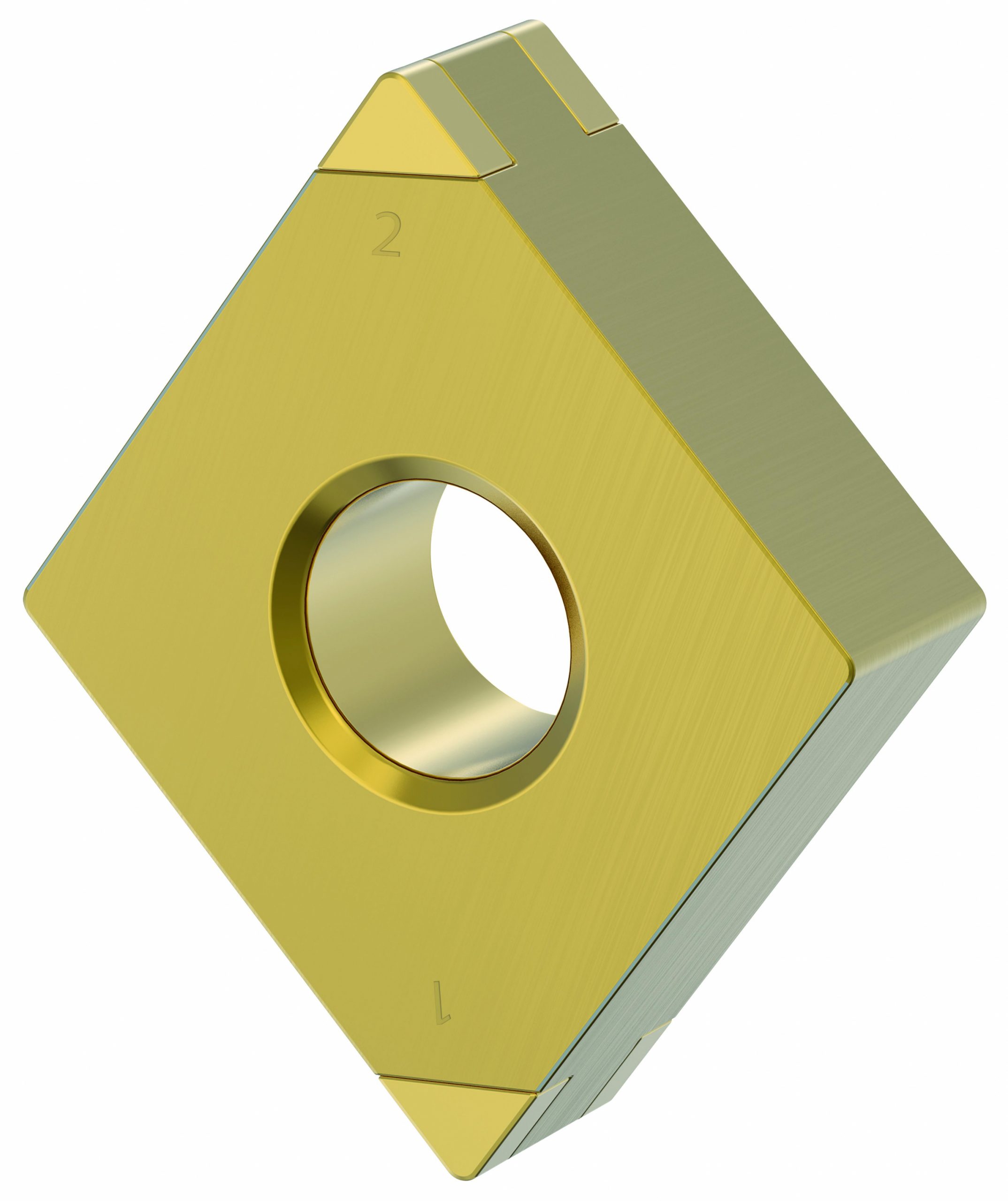
Making Hard Turning More Cost-Effective
Kennametal’s hard turning-KBH10B and KBH20B PcBN grades, double-sided inserts were developed for materials up to 65 HRC. The new grades are specially designed to deliver higher productivity and longer tool life when turning tool steels and other hardened materials.
“Kennametal’s new KBH10B and KBH20B grade inserts are an excellent choice for high-volume production of hardened gears, shafts, bearings, housings, and other drivetrain components, where tooling cost per part is an important metric”, said Robert Keilmann, Product Manager, Turning.
Polycrystalline cubic boron nitride (PcBN) mini-tipped inserts have long been recognized as a great option for reducing part cost when turning hardened steel components. Kennametal’s new grades of PcBN inserts improve upon that value proposition by delivering increased productivity with a lower cost per part. Features include:
- Patented ceramic binder structure and TiN/TiAlN/TiN coating that provides extreme wear resistance even at elevated cutting speeds.
- A gold PVD coating makes it easy to identify when an insert needs indexing, while the numbered corners assure that a machine operator won’t inadvertently switch to a used edge.
- Two edge preparations in a “trumpet” style hone for heavier and interrupted cuts, and a light hone for continuous turning. Both are free-cutting, further extending tool life and generating surface finishes down to 0.2 Ra.
- The PcBN mini-tips are offered in four insert shapes—three rhomboidal and one triangular—which means up to six cutting edges per insert.
 HARVI™ I TE – Your New Best Friend for Steel, Stainless Steel, High-Temperature Alloys, and Cast Iron
HARVI™ I TE – Your New Best Friend for Steel, Stainless Steel, High-Temperature Alloys, and Cast Iron

Kennametal has announced the latest addition to its best-selling HARVI line of high-performance solid end milling tools, the HARVI I TE four-flute solid carbide end mill. With a radical new design, the HARVI I TE delivers outstanding performance in a broad range of materials, including steel, stainless steel, high-temperature alloys and cast iron –with tool life to match. And thanks to significantly reduced cutting forces, this game-changing tool can be used on any machining center or mill-turn center in the shop.
“The HARVI I TE consistently outperformed competing four-flute end mills in both wet and dry machining tests on a variety of materials and applications, with unprecedented tool life in many cases,” said Bernd Fiedler, Manager, Solid End Milling. “It performs exceptionally well on heavy roughing and finishing cuts alike – from deep cavities and full width slots to shoulder and dynamic milling.”
Kennametal engineers designed the HARVI I TE to address four key problems that plague more than 90 percent of all milling applications: chip evacuation, tool deflection, corner stability, and breakage due to radial cutting forces. The result is a tool that’s durable and versatile enough to tackle the lion’s share of milling applications.

Consider chip evacuation. The HARVI I TE has an innovative flute design that helps curl and break chips into manageable pieces, while a series of chip gashes within the flute lift those chips up and away from the workpiece. Both serve to promote coolant flow, eliminate chip re-cutting, and improve tool life. A twisted end face and unique gashing further promote chip evacuation but are also responsible for the HARVI I TE’s awesome ramping and plunging capabilities.
Tool deflection is reduced thanks to the tool’s parabolic core, as well as an eccentric, faceted relief along the entire flute length that significantly lowers cutting friction. This relief also increases edge strength, making the tool a versatile solution.
Together with a variable helix angle and asymmetric flutes it dampens vibration before it can negatively affect machining operations.
“The HARVI I TE improves process stability, surface quality and chip evacuation,” said Fiedler. “Most importantly, it maintains these benefits even at increased feeds, speeds, and depths of cut – delivering maximum metal removal, tool life and productivity.”











