





























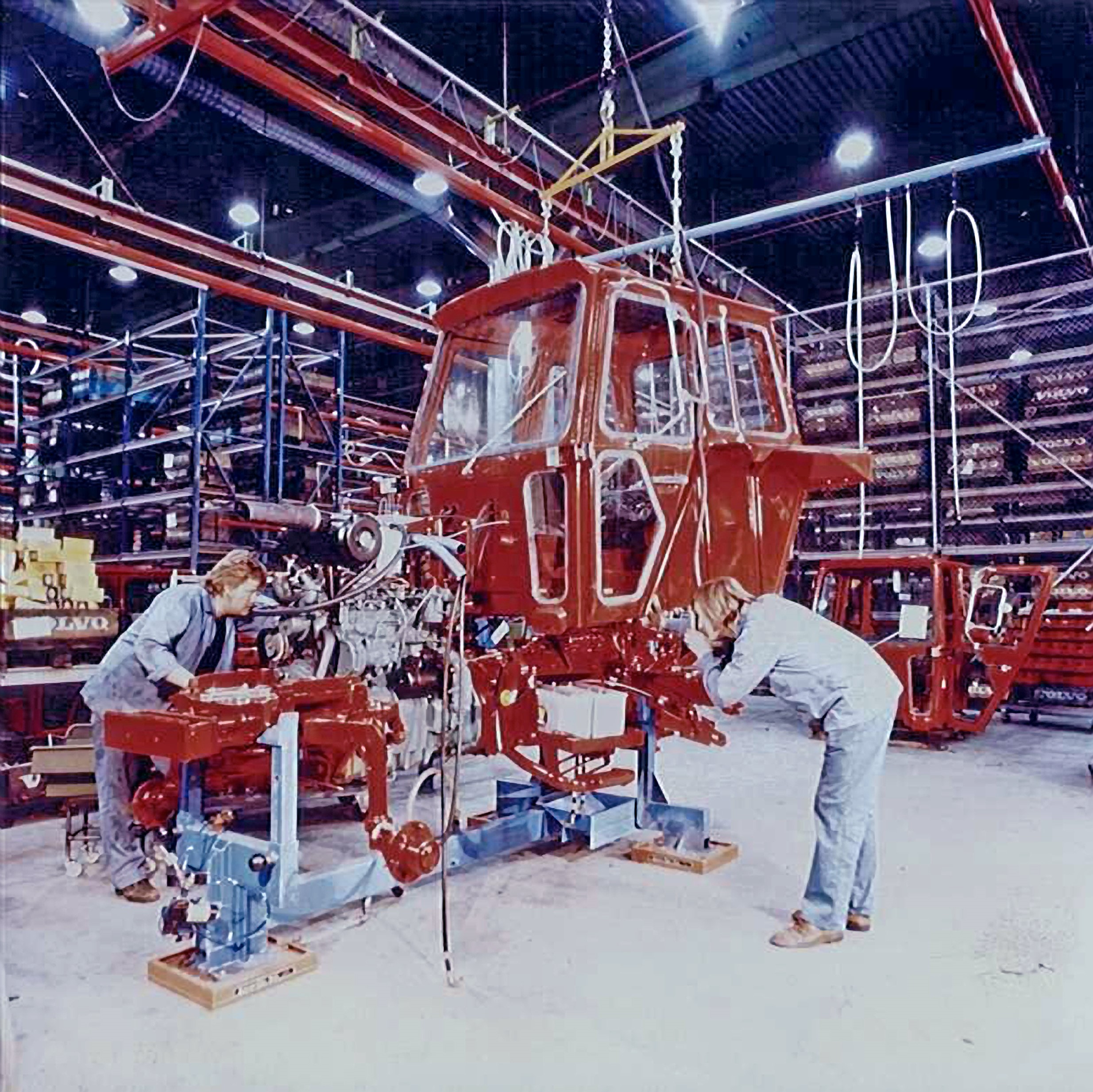
A tractor sub-assembly was suspended overhead, ready to be joined to its other half during the vehicle’s assembly process. Workers positioned themselves between the two halves, each one weighing around 30 tons and measuring nearly 15 feet long, to manually position the assemblies together and slide the massive pin into place. Even though they had done it hundreds of times, it was the part of their job that made them most uncomfortable.
Lifting such massive structures always heightens risk. According to the U.S. Bureau of Labor Statistics, dozens of industrial workers die each year from fatal injuries when loads suspended from cranes either fall or swing out of control–an average of 42 deaths per year between 2011 and 2017.1 Clearly, everyone must be aware of safety hazards when using cranes, but there’s another very important caveat for companies to consider along with safety. It’s hidden costs.
Manufacturers cannot ignore these major expenses when using cranes. Rigorous safety protocols take time to implement and follow, particularly when attempting to safely mate two assemblies with a crane. The task must be undertaken with slow, painstaking care. A tractor manufacturer, for example, can expect to routinely take two hours or more to complete this single step.
There has to be a better, safer and more cost-effective way—and there is.
This tractor manufacturer, for example, was able to reduce risk to its workers and simultaneously shorten the process time from hours to just 10 minutes by removing cranes from the process.
The solution: floating the sub-assemblies instead of lifting them.
What is Equipment Mating and Who Uses It?
 In manufacturing assembly, two halves of a multi-ton machine are precisely joined in a process called equipment mating. With traditional crane use, major components are suspended and lowered to line up one component with another. Both components could be the size of houses and weigh as much as 50,000 lbs. There is an element of danger here because workers have to position themselves between and under multi-ton steel parts to move suspended components into place to mate the sub-assemblies.
In manufacturing assembly, two halves of a multi-ton machine are precisely joined in a process called equipment mating. With traditional crane use, major components are suspended and lowered to line up one component with another. Both components could be the size of houses and weigh as much as 50,000 lbs. There is an element of danger here because workers have to position themselves between and under multi-ton steel parts to move suspended components into place to mate the sub-assemblies.
The mechanics of the mating process can vary. Manufacturers have to join subassemblies for most large vehicles: tractors, airplanes, spacecraft, tanks, and more. These vehicles may use pins, bolts, or even welding in the actual joining, but at some point during the manufacturing process, large sub-assemblies have to be joined or mated to form a complete vehicle.
How Does Floating on Air Replace Lifting Assemblies Into The Air?
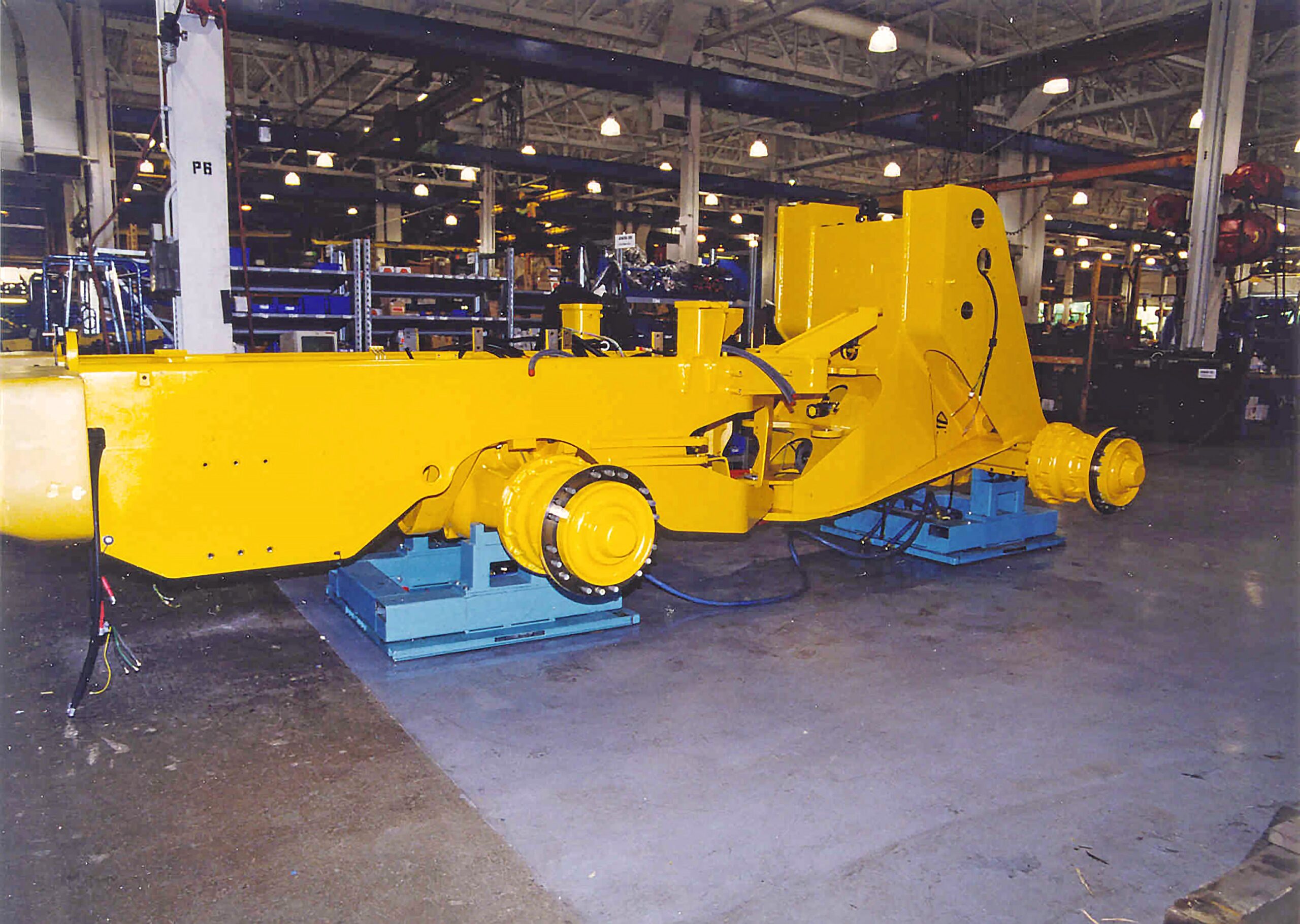
Manufacturers are no longer limited to cranes for equipment mating. Instead, they can use ground-based transporters in combination with air casters, which are donut-shaped inflatable bags that affix to a skid, pallet, or other platform where the sub-assembly sits. As the bags inflate with standard compressed air, they lift the sub-assembly a few inches. Then, when the bags reach maximum extension, excess air leaks underneath until the equipment floats on an ultrathin film of air – around 0.003 inches to 0.005 inches—the thickness of a business card.
Air-powered vehicles can significantly vary in shape, size and form to accommodate awkwardly shaped loads. Some may use wheels in addition to air casters for guidance or added maneuverability while others rely on power drives or human power for load movement.
What they have in common is ease of use while keeping the load close to the ground. Pallets and transporters powered by air casters can typically maneuver in any direction including rotating in place. They require few operators; indeed, a load of 5,000 pounds or less might require only a single operator exerting less than 25 pounds of force depending on floor surface conditions. No special certification is required to operate these vehicles.
How Air Casters Work in Mating Equipment Sub-Assemblies
 The film of air reduces the friction coefficient to less than one percent, so operators can move even ultraheavy, multi-ton loads with only a fraction of the force required using a traditional wheeled solution. They also have a natural shock absorption effect, which helps accommodate the heft of the equipment while maintaining the delicacy of the assembly process. Air casters and air bearing tools are ideal for equipment mating because they easily accommodate huge sizes and weights.
The film of air reduces the friction coefficient to less than one percent, so operators can move even ultraheavy, multi-ton loads with only a fraction of the force required using a traditional wheeled solution. They also have a natural shock absorption effect, which helps accommodate the heft of the equipment while maintaining the delicacy of the assembly process. Air casters and air bearing tools are ideal for equipment mating because they easily accommodate huge sizes and weights.
The previously mentioned tractor mating process begins with two sub-assemblies. One rests on a stationary surface while workers physically maneuver the other sub-assembly into position. Instead of a crane, the manufacturer floats one-half of the final assembly on an air transporter guided by human operators.
Five Step Process
- Drive the floating load and position it near the stationary half.
Most air vehicles can move omnidirectionally, but the vehicle can incorporate guide wheels or follow a specific track or path depending on the needs of the manufacturing process. In the tractor-building process, a small team of operators is all that is needed to guide the air transporter into position.
- Streamline instructions.
Instead of relaying instructions to a distant crane operator, air transporter operators can make positional adjustments required for precise alignment.
- Inflate or deflate the air pallet.
In final position, the air pallet can be inflated or deflated as needed to bridge any gap. In fact, pressures can be mismatched at different corners of the load enabling left, right, forward, backwards, up, and down movements, but also to create tilt if necessary.
- Mate the two assemblies as appropriate.
In this case, workers can mate the two sub-assemblies with a pin connector. Risks associated with swinging or falling loads are eliminated.
- Complete the move.
Operators can continue moving the fully assembled vehicle on the air transporter through the manufacturing process.
An air-powered approach enables greater precision when maneuvering heavy components, unlike cranes that limit operator control of hanging loads. With cranes, the load’s center of mass swings under the hook, so even slight movements of a suspended load can cause it to oscillate much like a pendulum. Operators must wait for the load to settle before they can continue, another reason why equipment mating via crane can be so time consuming.
Production Workflow Impacts
When integrating air vehicles into manufacturing, it is advisable to reassess the entire workflow rather than the point where machinery will be mated. That’s because an air caster system can have ripple effects throughout the entire workflow even if the focus of attention by the manufacturer is improving a single step in the larger production line.
The manufacturer might only want to improve step 5 in its production process, but could well realize improvement in nearly all steps.
The reason: once the assembly is situated on the air vehicle, operators can move it from station to station without having to wait for a crane operator. Though the crane may still be used for loading and unloading the vehicle from the air transporter at the beginning and end of the process, its overall use and working envelope are greatly reduced, confining the safety hazard zone to a very limited space instead of the full assembly line
Operational Impacts
For manufacturers, there are important benefits of using this technology. They include, shortened mating times, improved safety and increased flexibility.
- Increased Throughput.
Safety considerations require crane operators to move more slowly when positioning heavy assemblies. The process can be even slower and more laborious because instructions must be carefully relayed to a crane operator some distance away. The wait time can be even longer if the crane is not immediately available. Workers simply have to wait until the crane becomes available. Contrast that with an air caster-equipped transporter. It significantly speeds up the overall process by shrinking required time from hours to minutes. The manufacturer now has a conveyance system that transports more vehicles through the plant. The result is an increase in throughput and productive capacity as a previously painstaking process turns into an easy, simple workflow without sacrificing quality or safety.
- Improved Safety.
By removing cranes from the mating process, manufacturers can avoid suspension failure. The value here should not be underestimated. In a suspended load situation, should one cable break, the load will behave in an erratic fashion, potentially swinging and possibly crushing the worker. In the worst possible scenario, the crane could fail completely and fall, damaging surrounding equipment and tools and endangering the lives of many workers. The failure mode with an air caster is far less threatening for employees and equipment because the air pallet will gently settle down one inch even should one occur when a worker reaches in to manually manipulate the load and hand-tighten bolts.
- Increased Flexibility.
With air vehicles and skids, the multi-ton vehicle can stay on the air transporter throughout the whole manufacturing process and is never suspended above workers’ heads, giving the manufacturer added flexibility with the plant layout. Individual stations can be adjusted, moved, reconfigured, added or removed without the need for crane accessibility. In many cases, the manufacturer can decide to make wholesale changes to the vehicles, the structures to be assembled or even the facility itself can continue to use air transporters will little-to-no modifications required. The load can be driven off the line for maintenance.
An Ideal Equipment Mating Option
Heavy equipment manufacturers have found that the air-caster transfer cart is a gamechanger in terms of flexibility, reduced assembly time and hazard reduction since overhead suspension necessitated via cranes is no longer needed. Using radio controllers, multi-ton components can be precisely driven to another component with no hands-on assembly required. The self-contained transfer cart can pick up and transport components in multiple pieces up to 200 tons. The result is a vastly improved manufacturing process that is safer, faster, and far more efficient.









