








In any manufacturing environment, the bill of materials (BOM) generated by engineering lays the foundation for the processes for the rest of the company. The BOM has a direct impact on quoting, purchasing and material planning, scheduling, production management and tracking, and so on.
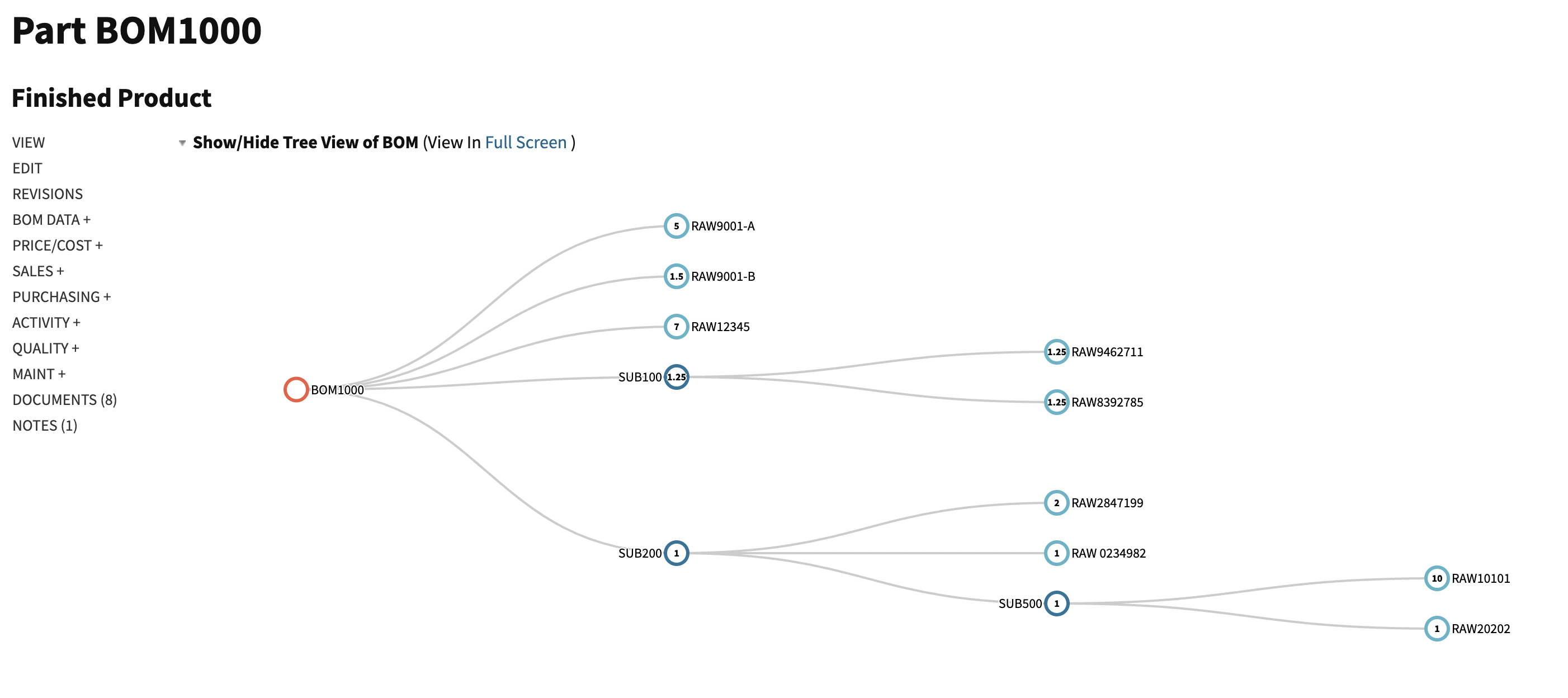
Particularly for engineering-heavy industrial equipment environments, these BOMs often have a very complex structure with multiple levels or layers of subassemblies. While the drawings in a CAD or design program handle this easily and natively, the way the full BOM for a top level, finished product is structured in an ERP/MRP system has significant impact on the production of the actual product. Production managers and shop floor workers have to navigate the complexities of a multi-level BOM in real-time as they keep to a production schedule and can get frustrated or overwhelmed dealing with an extraneous amount of paperwork or unnecessary data.
Building a bridge between engineering and production is crucial to maximizing quality without sacrificing efficiency.
Dividing a Manufactured Part into Sub-Parts
The first decision is how to structure the bill of materials within the business system used to run operations, typically an enterprise resource planning (ERP) system, and then determine whether to stick to the complex, hierarchical, sub-BOM (or subassembly) structure or to ‘flatten’ the BOM into a single-layered product.
Take the process of building a custom conveyor system as an example. You could either:
- Create a single BOM that includes the entire system, such as the frame, motor, and belts.
- Or divide it into subassemblies for the frame, motor, and belts, each of which is managed and produced separately before integrating during final assembly.
A flexible, manufacturing-focused ERP will allow for either approach and should provide options for simplifying production even with the complex, multi-level structure.
Either approach results in a functional product that effectively drives inventory, captures cost, and meets specifications. But, often a multi-level BOMs requires the ability to manage suborders and planning for each of the subassemblies, and your production plan and goals must be considered.
If a subassembly must be built discreetly (for traceability purposes), is overbuilt or purchased from a subcontract manufacturer, then the best practice is to maintain the subassembly breakout in a hierarchical BOM. If a subassembly is shared amongst other products in your mix, it is often more efficient to ‘overbuild’ or ‘batch’ build these subassemblies separately, maintaining some kind of safety stock, or building to a consolidated demand through material requirements planning (MRP).
If you are responsible for all production, and these subassemblies are unique to the top level, you will need to consider the implications of the complexity in production. Your production process may be most efficient by processing a flat BOM on a single work order that captures all raw material/component demand and labor for the entire product.
Understanding the Impact of Subassemblies on Production Efficiency
Once the bill of materials is structured within your ERP system, the process of initiating production begins when a work order is issued. A manufacturing ERP system will be capable of recognizing the relationships between subassemblies and the top-level BOM and should provide practical tools to streamline production workflows based on these connections.
A robust ERP, such as Cetec ERP, also offers manufacturers several options for handling subassemblies, ensuring that production planning aligns with operational efficiency and material availability. Typically, manufacturers can choose from the following options when managing sub-BOMs:
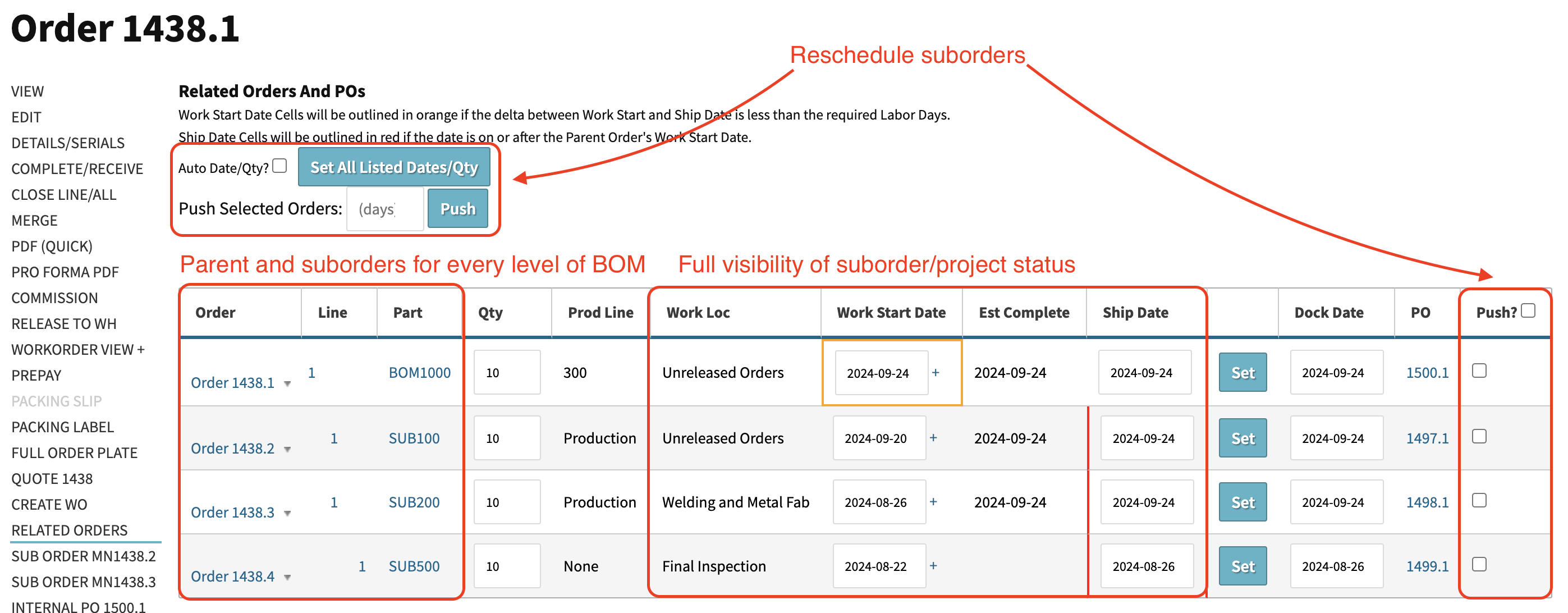
1. Create Suborders – discrete suborders under the parent order
This option triggers a work order for each subassembly, linking it to the parent work order. This would typically include tools for maintaining full oversight of the production stages for the entire project, allowing for real-time visibility and adjustments to the schedule and production status. This is particularly beneficial when all manufacturing is in-house and subject to complex, dynamic scheduling needs or traceability requirements.
2. Do Not Create Suborder – defers material planning downstream to an MRP
In cases where subassemblies are outsourced or frequently used across different products, this option allows manufacturers to bypass the creation of additional work orders. The subassembly is treated as a purchased component, simplifying the overall work order structure and allowing production planners to handle demand through MRP processes to consolidate demand for the subassembly and create a work order (or purchase order) only if necessary. This option minimizes disruptions by ensuring that purchased parts are available when needed without triggering unnecessary internal builds.
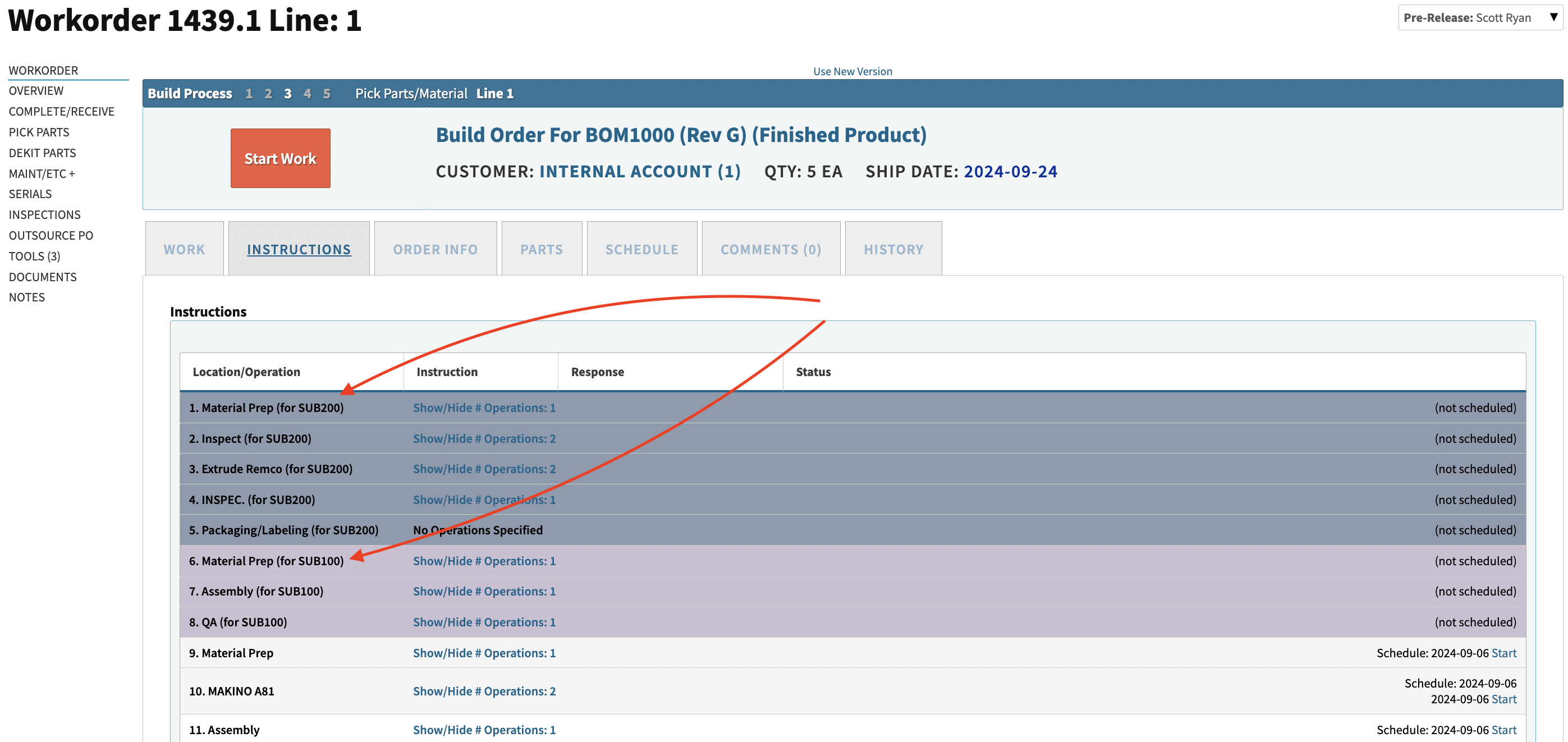
3. Phantom BOMs – flattens the BOM structure into a single work order
Phantom BOMs (or phantom assemblies) serve as a valuable solution when subassemblies are logically required by engineering for labor and/or materials but present unnecessary complexity during production. This option effectively combines the components, labor, and documents of a subassembly directly into the top-level BOM, treating the subassembly as part of the main product without generating separate work orders. By using phantom BOMs, manufacturers can maintain structured product hierarchies while simplifying the production flow.
Optimizing Sub-BOM Settings for Maximum Production Flow
To further optimize your production, your ERP system should be able to automate these decisions regarding subassembly builds based on real-time inventory levels. If sufficient stock is available for a particular subassembly, the system can automatically opt to not build, preventing unnecessary production orders. Conversely, when stock is low or unavailable, the system should be configurable to allow the switch to create suborders based on the determined shortage for the top-level by calculating the required quantities for production. This level of automation reduces manual intervention, ensuring that production schedules are not derailed by stock shortages or excess.
This approach also guarantees that subassemblies are created or bypassed based on material availability, which not only streamlines production but also optimizes resource allocation, minimizing production delays and material waste.

Leveraging Phantom BOMs for Enhanced Production Flexibility
Phantom BOMs offer a powerful alternative when standard subassembly structures create bottlenecks in production. By integrating subassemblies directly into the top-level BOM without generating separate work orders, manufacturers can simplify workflows without sacrificing structure or traceability.
Consider a scenario where a manufacturer is building an industrial HVAC system that includes several subassemblies such as the compressor, evaporator coil, and blower assembly. Instead of creating separate work orders for each of these components, a phantom BOM allows the manufacturer to group them into the main system’s BOM. The production team can then issue a single work order for the entire HVAC system, which includes all necessary materials for these subassemblies. This approach saves time, minimizes administrative overhead, streamlines the workflow, and ensures that production continues without unnecessary delays or interruptions.
Phantom BOMs preserve the logical relationships defined by engineers while providing the production team with a more straightforward, efficient method for assembling complex products. This flexibility is especially valuable in industries with high complexity, such as aerospace, medical devices, and automotive manufacturing, where product variations and customizations are frequent.
Important Advantages of Phantom BOMs
Phantom BOMs offer several practical benefits that can significantly transform production efficiency:
Reducing Administrative Load: By consolidating work orders, production workers are no longer overwhelmed by an excessive amount of paperwork related to multiple subassemblies. This streamlining allows teams to focus on actual assembly rather than administrative tasks.
Improving Material and Workflow Coordination: Phantom BOMs eliminate the need for sequential builds, enabling the assembly team to work on subassemblies as part of the main build process. This eliminates unnecessary stops in the workflow, keeping production moving at a faster, more efficient pace.
Enhancing Flexibility in the Production Line: By allowing subassemblies to be built along with the top-level assembly, phantom BOMs provide production teams with greater flexibility in scheduling and task prioritization. This adaptability is particularly important in environments where lead times are tight, or product variations are frequent.
Balancing Engineering Complexity and Production Efficiency
Manufacturing companies often find themselves trying to reconcile the detailed, structured approach required by engineering with the need for speed and efficiency on the production floor. Multi-level BOMs are essential for maintaining the integrity of complex product designs, but if not carefully managed, they can lead to slowdowns and inefficiencies in production.
By embracing best practices in BOM structuring, such as automating build decisions and utilizing phantom BOMs, manufacturers can keep both engineering and production teams aligned. A modern ERP system that supports these strategies will enable businesses to maintain detailed product structures while keeping production streamlined and flexible.
With the right tools and strategies, it’s possible to retain engineering precision without bogging down production with unnecessary work orders and administrative tasks. Ultimately, the goal is to ensure that complex products are built with the highest quality while keeping production lean and efficient.
Achieving Seamless Collaboration Between Engineering and Production
An integrated ERP system is essential for bridging the gap between engineering and production, providing the structure and control needed for complex builds while simplifying workflows for production teams.
In the end, it’s about creating a manufacturing environment where both engineering and production can thrive, working in harmony to deliver profitable products that meet both quality standards and market demand.
By Scott Ryan
For More Information
Scott Ryan, Sr. Consultant
Cetec ERP, LLC
Ph. 512-299-9170 ext. 116
E-mail: scott@cetecerp.com
Website: www.cetecerp.com
LinkedIn: https://www.linkedin.com/company/cetec-erp-llc/










