































Concept Laser has helped shape additive manufacturing for 15 years
“The tide,” says Frank Herzog, founder and CEO & President of Concept Laser “has turned: Until very recently, additive manufacturing was the domain of prototypes. Now we’re seeing certain sectors enter massive industrial adaptation, while the aerospace industry is experiencing a complete paradigm shift.”
Technological expertise put to the test
Fifteen years of Concept Laser means fifteen years of successful process development. Concept Laser has its own research and development department with more than 50 employees. In addition, the company is partner of numerous research and development co-operations with universities, technical-scientific institutions and industrial companies.
Moreover Concept Laser is owner of more than 50 granted patents. At present, the company owns approx. 100 pending patent applications. The majority of the patent applications will be granted in the near future. The number of inventions applied for patents by the company has been steadily growing.
One key strategic technology area for Concept Laser is in-situ process monitoring, and it is one that the machine manufacturer is expanding from 2016 to include the QMmeltpool 3D for three-dimensional real-time monitoring. In the context of the company’s development activities, validation, further development of methods and materials certification are some of the key issues in Lichtenfels.


Developmental Milestones
The existing plastic sintering technology led to development of the LaserCUSING method in 1998. As far as Frank Herzog was concerned, what worked for plastics must also work with metals. Stresses in the component and the failure of the metal powder to fuse completely were the major hurdles to begin with. Developments in stochastic exposure resulted in the reduction of tension in very large components. With the addition of a precise, solid-state laser, Herzong and Kerstin presented its M3 linear prototype under the newly incorporated Concept Laser name in 2001, making it the world’s first 3D metal printing system. By 2007, the company released its M2 fusing model, launching machines capable of working with reactive metals such as titanium or aluminum. In 2010 and 2011, Concept Laser released new machines for small part production as well as systems for build process monitoring and quality control.
2014 has seen the introduction of machines with unprecedented power and build volume, like the X line 2000R with two 1000W laser units and an 800x400x500mm build volume. This year the company introduced real time 3D mapping. For 2016, Concept Laser will release new melt pool monitoring technology and new machines with as many as four laser units.
Today, more than 400 laser melting systems from Concept Laser are in operation around the world. At the end of 2014, there were 259 systems in use in Europe, 62 in the Americas, 76 in Asia and 4 in Africa and Australia. To better serve the American market, Concept Laser established a subsidiary in Grapevine, Texas in 2014.
Editorial team: How do you feel after 15 years of Concept Laser, Mr. Herzog?
Frank Herzog: It’s been a very, very exciting time. We have far exceeded a lot of what we were expecting. Back in 2000, who would have thought that 3D metal printing would be such a massive hit? Even I’m amazed.
Editorial team: Which factors do you think are especially important?
Frank Herzog: Technological development, the improved quality of components and, of course, the differences to classic methods when it comes to economic and technological options. However, adaptation to the market varies greatly …
Editorial team: Please explain that …
Frank Herzog: There are industries, such as dental technology, where we are seeing very different developments: some people are inventing new business models, such as a digital print center for additive dental prostheses. Others are waiting to see what happens. This is probably down to the strongly regulated prices that we see in our healthcare system. In the aerospace industry, things are moving rapidly towards additive manufacturing. In the USA and, for example, with Airbus over here, I would say that we’re witnessing a paradigm shift. There is no way back. The automotive sector is also fully immersed in the adaptation phase because build envelopes and rates have reached the acceptable range. However, I think there is still a lot of need to catch up in the German mid-sized sector, on the user side, in particular.
Editorial team: You mean with SMEs?
Frank Herzog: In principle, I’m talking about SMEs, but also some major German industrial companies. For example, there was a study from the Institute for Innovation and Technology as part of the Federal Ministry for Economic Affairs and Energy program “Autonomics for Industry 4.0”: according to this study, investment in industry 4.0 will provide return on investment within 6 years for SMEs. This is a fantastic figure for ROI. The study calculated the growth potential as 153.5 billion euros in Germany in the next 5 years. These are very positive signals: What is the German SME sector doing? Mostly, they are waiting and watching. SMEs are very hesitant because the investment costs are considered high. This applies to Europe and Germany. In the US, people are much further on and more open. In my opinion, we’re going through an ambivalent phase in which innovators are making strong inroads but many market participants are at the moment just watching and waiting to see what happens.
Editorial team: But that could also change quickly …
Frank Herzog: Yes. Personally, I’m assuming that Industry 4.0 will break a lot of fresh ground, because this is where the important factors for growth, value creation and competitive advantage can be found.
The guiding light for aircraft:
enormous potential for lightweight construction
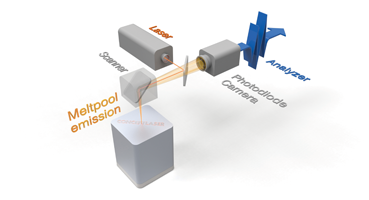
In-situ monitoring of the melt pool with QMmeltpool 3D:
A photo diode and a camera provide coaxial monitoring of the area and intensity of the melt pool through the laser lens with exact positioning
Editorial team: How will additive manufacturing develop in the future?
Frank Herzog: We expect strong growth. Gartner’s Hype analysts are predicting that in 2018, 50% of market participants will be involved in AM. In general, each additive solution offers three potentials: a lightweight construction potential, a functional potential and a production potential. People are now becoming aware of this, of course. Design engineering is also changing. AM has reached the adaptation phase: In the past, purchasers placed a conventional component on the table and asked what it would cost to have it produced using the laser melting process. This approach, however, fails to exploit the inherent advantages of the process. Today design engineers are adopting a more systematic approach. They define performance parameters and we then develop solutions that take full advantage of what the additive process has to offer. But we have to rethink many areas, not just design engineering.
Editorial team: Rethink? In what way?
Frank Herzog: Let’s look at aircraft construction, for example. AM has enormous potential for bionic lightweight construction. The sector is currently examining all parts minutely and critically and is open to the idea of trimming them to AM, depending on results. The next generation of parts will be significantly lighter but with better performance characteristics. They will, of course, also be more cost-effective and environmentally sound to manufacture. Today, aircraft parts that in the past consisted of more than 100 individual parts can be produced in a single step. Retrofitting, production on demand or local manufacturing – and all at the same documentation level, anywhere in the world – are all further unique advantages of the method. There are three more special opportunities in aircraft construction: AM not only improves the cost structure, it can also reduce inspection times for aircraft. Another particularly attractive aspect is spare parts logistics. Here, we are looking at a genuine revolution: Why should spare metal parts be manufactured by specific tools and then kept in stock? I think they will be printed out locally using AM when needed. This would save a lot of time and money.
Editorial team: Is market acceptance of AM continuing to grow?
Frank Herzog: Yes – and to be more specific: it’s growing strongly. The key factors here are the increased build rates and the improvements in quality. These are very important in the automotive and aerospace industries. But we are also seeing high-precision providers moving towards AM now.
Editorial team: Could you name an example?
Frank Herzog: Yes. Mapal in Ahlen, Germany, a hidden champion when it comes to precision drilling. Dr. Kress, the owner, has taken a very close look at what can be developed conventionally and what would be possible using additive methods. As an innovator, he was very quick to realize the opportunities of a hybrid construction method.
Editorial team: What was the result?
Frank Herzog: So far, two new product lines, but that’s probably just the beginning. The first product example is the QTD cutting insert drill for diameters lower than 13 mm. The tool shank of the hybrid component is manufactured using conventional processes, and the drill is built additively. The drill bits feature a 100% higher coolant flow. This improvement is implemented firstly by special, spiral coolant channels designed specifically for the process, instead of right-angled bores, and secondly by non-circular coolant channel profiles. That allowed the company to expand its range with smaller cutting insert drill bits.
Editor: And the second product example?
Frank Herzog: For me, it was almost even more exciting. I’m talking about additively manufactured external reamers. The lighter the external reamers are, the better they work. This is particularly true for machining small-diameter shafts. The weight and the resulting mass inertia severely restrict the maximum step speeds. Lightweight construction also provided the solution here: the new, additively manufactured external reamers have a specially developed rib structure on the inside. They are significantly lighter and fitted with a balancing profile. This achieves almost perfect concentricity in the rotary tools. The speed reduction for an external reamer with a diameter of 8.5 mm amounts to about 57%. Machining is faster and precision is greater.
Editorial team: Let’s take a look forwards. How do you see things progressing?
Frank Herzog: The boundaries with conventional methods are fluid and constantly moving. What’s right today could look very different tomorrow. We have to keep an eye on how things look in a different light. In terms of build rates, economically viable batch sizes and volume pricing, we will be experiencing massive changes. Just looking at build rates, Roland Berger predicts that these will increase by 800% between 2013 and 2023. Or take the price per volume of a component: a volume price of 3.14/cm³ euros today should be reduced by almost a third, to 1.10/cm³ by 2023, again according to Roland Berger. These are very dynamic developments that will play into the hands of AM. On the materials side, we will probably also see numerous new developments, as we have done with aluminum in recent years.

There is plenty of room for creative approaches here. One important point arises from the method approach itself: the individual solutions, such as those we can see in patient-specific implants, will change medical technology. In future, it will be possible to adapt cranial, hip or vertebral implants very precisely to the patient’s circumstances. This will mean a better quality of life for many of us. What is clear today, is that whenever a digital, additively manufactured component would be better, more efficient, available sooner, lighter and/or cheaper, then the additive manufacturing option is the right solution.
Editorial team: Thank you for the in-depth conversation.

