







 Within the universe of wear resistant thin films, diamond-like carbon (DLC) coatings have emerged as the ideal solution for demanding physical applications where components are under high loads or subject to extreme friction, wear and contact with other parts. In these types of environments, only the high hardness of a DLC coating – along with a corresponding low coefficient of friction – can prevent parts from pitting, galling, seizing and ultimately failing in the field.
Within the universe of wear resistant thin films, diamond-like carbon (DLC) coatings have emerged as the ideal solution for demanding physical applications where components are under high loads or subject to extreme friction, wear and contact with other parts. In these types of environments, only the high hardness of a DLC coating – along with a corresponding low coefficient of friction – can prevent parts from pitting, galling, seizing and ultimately failing in the field.
The widespread applications for DLC coatings include performance automotive and racing to wind turbine shaft bearings and planetary gears; stainless steel cutting blades and piston pumps for food processing; and sliding components in filling and bottling operations. The coatings are also a proven technique for upgrading critical rotating parts in hydraulic drives, fuel injection systems, mechanical seals, pumps and valves.
For many, DLC Coatings are hydrogenated amorphous carbon (a-C:H) coatings, but this is a misconception. Coatings within the DLC family can be highly engineered based on hydrogen content (hydrogenated or hydrogen-free), the selection of additional metallic and non-metallic doping elements, the presence of sub-layers and choice of deposition and bonding methods.
Together, these factors can be precisely controlled to create a broad range of thinly applied (typically 1 to 5 μm) DLC coatings with a hardness of 8 – 80 GPa or higher (diamond is the hardest known material at 70–150 GPa). In addition, the desired coefficient of friction, surface finish and even application temperature can also be manipulated.
Because of the broad range of customizable attributes possible within the category, DLC coatings can play an important role in component engineering from the earliest steps of the design process.
“A coating is very much a sophisticated design element with highly engineered properties, says Dr. Florian Rovere of Oerlikon Balzers, a company that produces specialized DLC coatings for components in North America and all over the world. “The properties can be tailored very specifically to meet the performance requirements of different operating conditions. As such, coatings should not be a design afterthought but a critical element of how a component is initially engineered to fully utilize possibilities for maximum system performance.”
 Hydrogenated Amorphous Carbon Coatings
Hydrogenated Amorphous Carbon Coatings
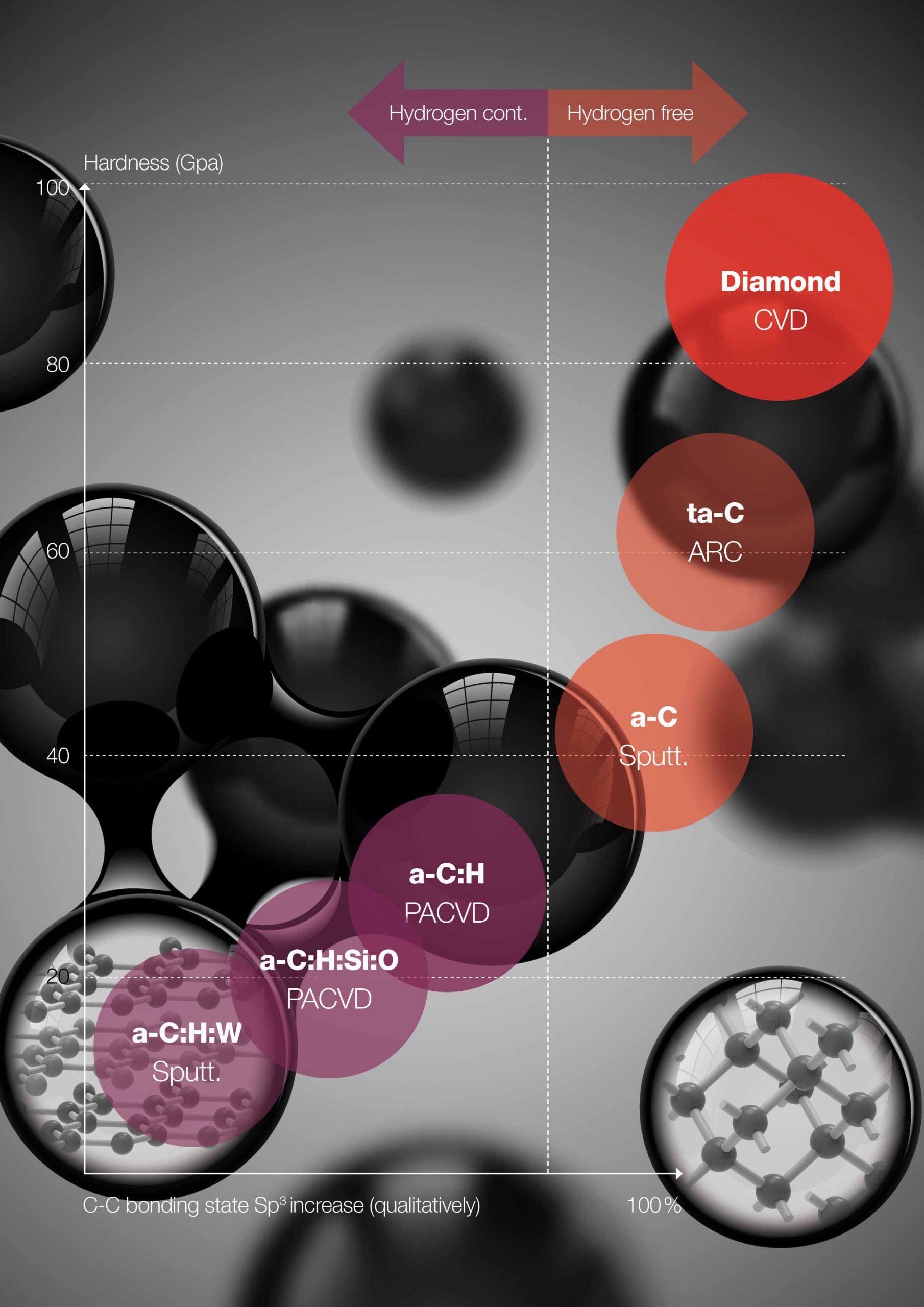
The most widely known DLC coating type, hydrogenated amorphous carbon (a-C:H), is most often applied through plasma-assisted chemical vapor deposition (PACVD). This deposition method causes a chemical reaction through plasma excitation and ionization that creates a coating hardness of approximately 15-30 GPa, which is on the lower end of the DLC family.
However, a hydrogenated amorphous carbon coating can be manipulated further through doping, which is a process of adding chemical elements to alter the performance properties.
Silicon, oxygen or metals can all be used as doping elements to achieve different results.
When a lower coefficient of friction is required for mated or sliding parts, or to assist in releasing items from cavities or molds, silicon doping can be a suitable approach. This creates an a-C:H:Si coating with a coating hardness of 15-20 GPa. With silicon and oxygen- doping high electrical resistivity and chemical inertness can also be achieved.
The applications for this type of DLC coating include components subjected to sliding wear resistance or those that require a surface with greater lubricity. Silicon-doped DLC coatings are often applied to plastic injection molds and ejector pins, blow molding parts and semiconductor wafer handling equipment. All of Oerlikon Balzers’ DLC coatings are biocompatible and food-safe which make them an ideal solution for medical instruments and food processing.
“One of our clients in food processing changed the recipe for the crackers they produced to make them healthier for the consumer,” explains Rovere. “They were using an a-C:H DLC coating to make the punches and dies more wear resistant, but it started to stick more after the recipe changed and created some issues. We were able to solve the problem with another option, BALINIT DYLYN, which is a DLC coating doped with silicon and oxygen.
There are other coating architectures as well. When doped with tungsten, a more ductile tungsten carbide carbon (Me-C:H) coating is created that is ideal for gear applications, ball bearings and power transmission systems that are subjected to high surface pressure and where run-in of parts may be required. On the other hand, if a harder surface is required, Rovere says chromium can be used instead of tungsten.
Hydrogen-Free DLC Coatings
An alternative to hydrogenated DLC coatings is a family of hydrogen-free based coatings that provide even higher hardness along with a very low coefficient of friction.
These coatings can be applied in the most demanding environments, including high performance vehicles for high friction, wear and contact areas of the engine and valve train. The coating can be used on the fuel injection system, camshaft, piston pins, valves, lifters and finger followers, where there is high contact pressure and sliding speeds. In addition to vehicles, the coating is ideal for use for hydraulic pump parts, mechanical seals and high-pressure valve components.
Most hydrogen-free coatings are applied using a method of physical vapor deposition (PVD) by arc evaporation which produces tetrahedral amorphous carbon, or ta-C. With a high level of tetrahedral bonds (mostly 50-60%), substantially higher abrasive wear resistance is achieved compared to a-C:H alternatives.
With a typical hardness up to 60 GPa, ta-C coatings are an excellent choice for components that are exposed to extreme operating forces over the long-term, including shafts and seals that must work in tribological environments where friction can cause them to overheat and fail.
 The challenge historically with hydrogen-free coatings and with ta-C deposition in particular, is that the application process produces small droplets that contribute to a rougher surface finish. As a result, coating manufacturers must complete secondary polishing processes to smoothen the surface. Because of its hardness, it is a time-consuming and expensive process the requires specialized equipment.
The challenge historically with hydrogen-free coatings and with ta-C deposition in particular, is that the application process produces small droplets that contribute to a rougher surface finish. As a result, coating manufacturers must complete secondary polishing processes to smoothen the surface. Because of its hardness, it is a time-consuming and expensive process the requires specialized equipment.
To address this concern, some hydrogen-free DLCs are produced using a filtered cathodic arc deposition method in which an electromagnetic filter removes most droplets. Although this creates a smoother surface, a secondary polishing step is still often required, and process times are longer for the same coating thickness.
When an even smoother surface is required, hydrogen-free DLC coatings can be applied utilizing a proprietary Scalable Pulsed Power Plasma (S3p) technology developed by Oerlikon Balzers.
S3p is a unique type of High Power Impulse Magnetron Sputtering (HiPIMS) technology, which can be seen as combining the advantages of the arc evaporation and sputtering methods. The very dense plasma yields hard coatings with high adhesion (at a level comparable to arc evaporation). At the same time, it results in smooth coatings due to the nature of the sputtering process, in which atoms are ejected from a target or source material.
The coating is applied at relatively low temperature, well below 200 degrees Celsius as compared to up to 350 degrees for other DLC coatings, which enables its application to a much wider panel of materials, effectively bonding to aluminum and steel substrates.
Hydrogen-free DLC coatings applied using the S3p process BALIQ CARBOS include tribological applications, high-end decorative parts, medical instruments and other small, precision tools.
At the top end of the scale are diamond coatings applied by a CVD process (chemical vapor deposition) in both micro and nanocrystalline options that are rated at 80-100 GPa. Such coatings are mainly used for highly specialized tools for cutting demanding materials such as carbon reinforced fiber materials and do not offer the benefit of low friction any more.
Coating as a Design Element
Given the number of variables involved with DLC coatings, Rovere says it is important that OEMs better understand the range of options so they can select the ideal solution for the application while also taking into consideration the economics.
“Coatings are effectively an architecture of layers engineered to achieve specific properties,” said Rovere. “A coating is built layer by layer focused on bonding, hardness and the surface. By modifying the properties of each, we can create an extremely wide range of surface solutions within the DLC coating family.”
“By applying components with DLC coatings, not only is the surface hardness and durability increased, but essential parts are far less likely to fail, if at all,” adds Rovere. “As a result, maintenance and unexpected downtime is drastically reduced, even in the most demanding environments with high friction, wear and contact pressure.”









