








“Touch each piece of paper only once” and “every time you touch the project, move it forward” are golden rules of administrative efficiency. When it comes to automated cutting efficiency, think of the plate as a piece of paper. The more work you can do at the cutting table, the more productive your operation becomes. When contemplating a new automated plasma system or a retrofit, here are 11 different ways you can accelerate efficiency by expanding the capabilities of a plasma cutting system.
1. Beveling
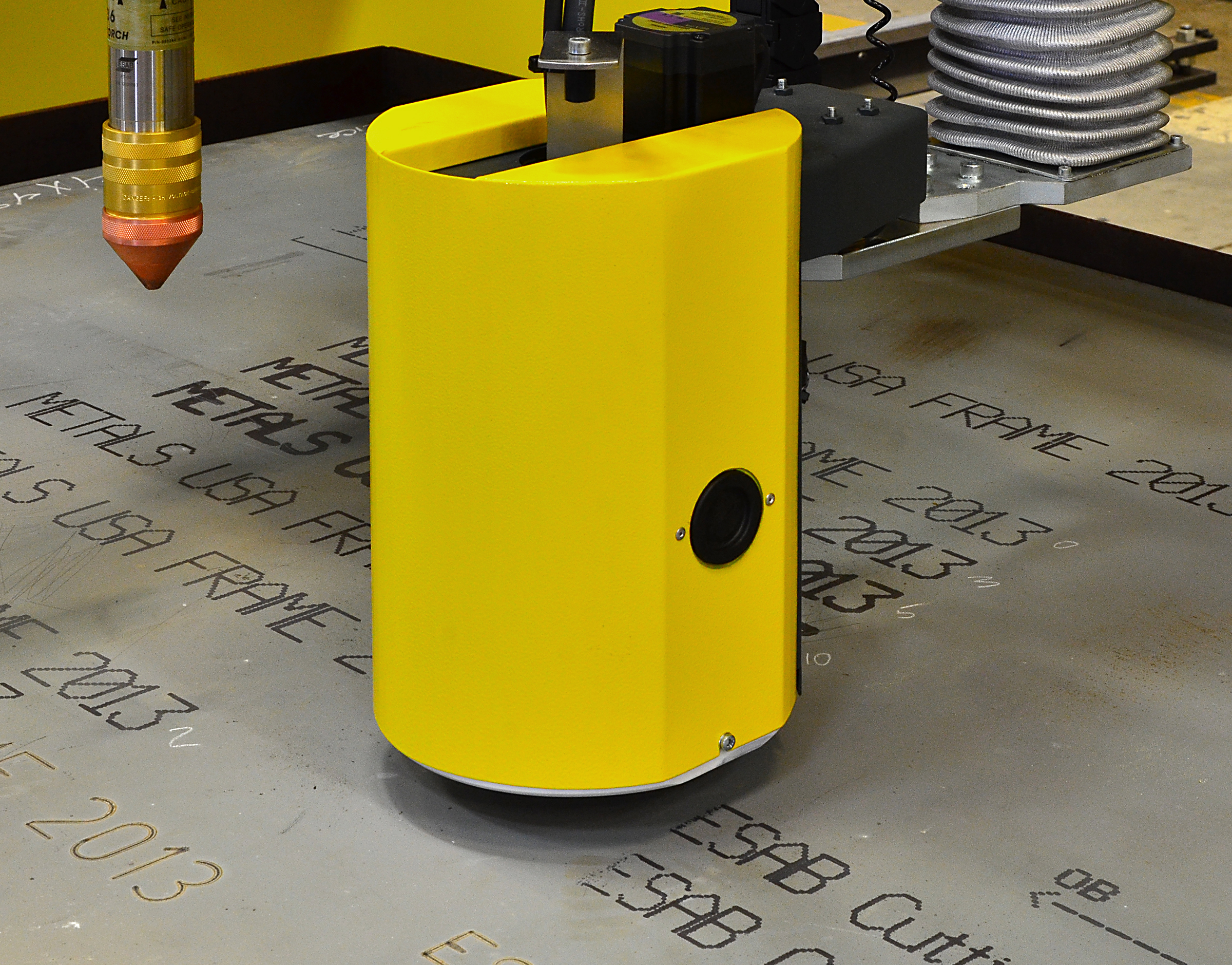
Instead of a standard torch lifter (height control), consider the benefits of a plasma bevel head for beveling steel from 6 to 50 mm thick with cut angles up to 45 degrees (Fig 1). The newest generation of bevel heads, which provides 5-axis motion, cuts the full range of weld preparations, including V, Y, X, and K bevels and contours. Beveling at the plasma table reduces and/or eliminates the need for secondary operations (milling or grinding) to prepare the part for the next step.
Plasma beveling also creates precise, consistent cuts that reduce dimensional variances compared to manual edge preparation. As a result, parts fit better, which in turn promotes better weld consistency. Poor part fit-up is one of the leading causes of rework, especially in robotic, automated, and mechanized welding applications that cannot compensate for irregular root gaps and bevel angles.
To complement the bevel head, look for software with best practice bevel cut sequences integrated into the software to cut V, X, Y, and K bevels. This makes setting up a new job quick and more predictable. Achieving an accurate bevel cut on the first attempt reduces multiple test runs and re-programming, minimizing unproductive labor time and scrap.

2. Square Cuts
Bevel heads are not just for beveling. Unlike automated oxy-fuel cutting (which delivers a perfectly square face), even the most accurate high-precision plasma systems inherently create a 1- to 3-degree edge angle because of the swirl of the plasma gas. New “square cut” software technology tilts the torch to compensate for the edge angle on mild steel plate from 6 to 40 mm thick, providing three distinct benefits:
- A “high speed” mode that can double speed without increased bevel angle.
- Cut surfaces with a 0 to 1 degree bevel for optimized edge geometry (but at slower cutting speeds than high speed mode).
- Improved hole cylindricity. A “bolt-ready” hole can eliminate post-cut drilling or reaming. With new technology, some holes can be cut even smaller than a 1:1 diameter-to-thickness ratio.
As a real-world example of “high speed” cut mode, new square cut technology enables users to cut at the maximum amperage of their system. It cuts 12 mm steel all the way up to 400 amps at 4,700 mm/min — which is 75 percent faster than usual — while maintaining an acceptable bevel angle. By comparison, a standard high-precision plasma system cuts 12 mm steel at a maximum of 200 amps and at speeds of about 2,690 mm/min. Even if a user had a 400-amp system, trying to cut at higher outputs to improve travel speed without square cut technology would increase the edge angle to 4 or 6 degrees, and the cut surface could then require an unacceptable amount of grinding or milling for a flush fit.
3. Adding More Torches
The standard configuration for modern CNC controllers lets them manage up to ten oxy-fuel torches and two plasma torches on the same gantry. Even if a fabricator plans to use the plasma process most of the time, many of them are choosing to equip their tables with at least one oxy-fuel torch for those instances where they run into thicker steel, because on plates 50 mm and thicker, using oxy-fuel lowers cost. Adding an oxy-fuel torch to a plasma system (Fig. 2) may add less than 10 percent to the total cost, and it can provide a good payback when it’s needed.
4. Inkjet Marking
Plasma and oxy-fuel torches aren’t the only tool that can hang on a gantry. Adding an inkjet marking station to an automated cutting table (Fig. 3) reduces cycle time because the system can mark parts much faster, with less error and in much greater detail than a human operator working by hand.
Inkjet marking options include fixed or rotating heads, as well as Drop On Demand or Continuous Inkjet technology. Inkjet stations are ideal for steel service centers, shipyards and manufacturers that require traceability of their parts within the production environment. Inkjet marking especially appeals to manufacturers who want to identify parts during assembly but then want to shot blast or paint over the marks on the finished product.

5. Permanent Marking
Fabricators that want to permanently mark parts can add a pin stamping station to the gantry or use the plasma marking process. A pin stamp marking system provides automatic text and code marking on metal plates using a fast, independent X-Y motion system to manipulate a pneumatic marking pin. Stamped marks remain visible even after painting, and the equipment is relatively low cost. Plasma marking uses a low-current, constricted arc to create lines or text on the plate surface. It offers the advantages of speed and versatility with variable line width and depth (deeper lines remain visible after applying coatings). Plasma can mark on wet, oily or rusted surfaces, and it is an excellent method of marking text on mild steel or stainless steel.
6. Drill Stations
Adding a drill station to the plasma gantry can enable fabricators to drill precise holes. By combining process technologies, users can produce finished or nearly-finished products on a single automation system. A drill station eliminates the need to re-orient the plate, reducing cycle time compared to moving the plate to a stand-alone drill.
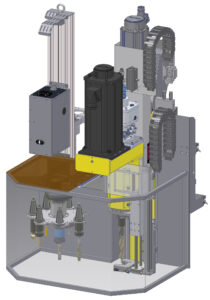
Drilling capabilities will vary. For example, ESAB’s Auto Drill 30 creates a hole diameter of up to 30 mm through plate thicknesses up to 50 mm. Drill stations can also feature a multiple-tool changer (Fig. 4) to accommodate different tools. Depending on the system and its software capabilities, a drill station may also be able to tap, countersink and counterbore.
7. Waterjet Cutting
Waterjet technology provides high precision on contoured shapes, a smooth edge with no bevel, no heat-affected zone and no dross, creating perfectly finished parts that require no secondary cleanup or machining. It also cuts almost any material and can handle sheets up to 150 mm thick. However, it is a comparatively slow and expensive process. To address that issue, some manufacturers offer systems equipped with up to four waterjet cutting heads, to produce multiple parts at the same time. Waterjet can also be combined with oxy-fuel or plasma stations (including a bevel head), to increase productivity on parts where waterjet cut quality is not required on every contour. The technology is available on gantries for cutting over a work area measuring up to 5.5 m wide x 15 m long.
Large fabricators and steel service center operations benefit from a waterjet-plasma combination (Fig. 5) because they can better meet customer needs when parts lend themselves to cutting fine contours with waterjet, then cutting large contours with plasma. Combining technologies can lower part cost by up to 60 percent or more, as well as increase productivity and enhance safety through reducing part handling.
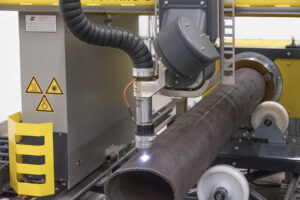
8. Small Pipe Cutting
Plasma cutting systems aren’t just for plate. Recently introduced pipe systems for pipe diameters from 50 to 300 mm operate under the gantry and alongside of a standard cutting table. A CNC controlled pipe turning system coordinates pipe motion with the machine, so pipes can be cut with simple cut-off, saddle cuts, holes, slots, or plasma marks. The pipe system can work with a plasma or oxy-fuel torch station for vertical cuts, or with a plasma bevel station to provide optimized weld preparations on pipe cuts.
9. Paralleling Power Sources
High-precision 200-, 300- and 400-amp plasma power sources launched in 2021 enable doubling cutting output to 400, 600 or 800 amps, respectively. The concept is similar to paralleling two welding power sources to use larger diameter electrodes for increased productivity.
Plasma systems with 600- or 800-amp outputs are used for cutting sections of stainless steel and aluminum material up to 160 mm (6.25 in.), typically for the power generation, pressure vessel, chemical and petrochemical processing industries. Users of 600- and 800-amp systems primarily want faster cutting speeds on non-ferrous material that ranges from 50 mm to 100 mm (2 to 4 in.). As an example, the 600-amp system cuts 75 mm stainless steel at 330 mm/minute using H35 (the H35 process uses 35 percent hydrogen/65 percent nitrogen for the plasma gas and nitrogen for the shielding gas).
Other target applications include fabricators and steel service centers that use two torches on the same gantry, giving them the flexibility to operate two systems of the same output independently or together. Putting two plasma torches on the same gantry to cut identical shapes is a common strategy to increase productivity in high-volume applications. When fabricators want to double output to cut thicker materials or increase cutting, all they need to do is switch consumables.
10. Digital Technologies – CAD/CAM
After hitting the limits of cutting physics, the next frontier for boosting automated plasma cutting productivity comes by harnessing the full power of two digital technologies: CAD/CAM programming and nesting software and cloud-based data management applications.
Optimizing productivity starts with CAD/CAM programming and nesting software developed by cutting machine experts that understand both the plasma process and the ecosystem surrounding automated cutting. As a result, the software can seamlessly integrate with design software, the cutting machine, controller, cutting processes, plate storage and retrieval systems, order administration and ERP systems.
Here are just a few of the fundamental ways cutting software can save thousands of hours of time, lower costs and increase output:
- Automate plate nesting to maximize plate utilization in seconds. Given the current spike in metal costs and extended delivery schedules from mills, there has never been a greater need to get as many parts as possible from every available plate.
- Plate management. These functions manage and define all plate material in inventory, including remnant plates. It can save large inside cutouts as remnants, make multiple remnants on the same job and interface directly to an inventory control system for real time reporting.
- Job planning. These capabilities enable the cutting software to automatically pull in data from their ERP systems and efficiently keep track of job orders.
- Production data generation. These tools, such as cost calculators, give users planning and cost control capabilities and can output data at any stage of the process.
11. Digital Technologies – The Cloud
Cutting software has long had Machine Data Capture (MDC) capabilities to capture cutting data and store it in a database. From the MDC, users can perform Overall Equipment Efficiency (OEE) calculations, a commonly used key performance indicator for automated machines. Other data includes that from ancillary equipment, such as plate storage and transportation systems, quality control/traceability systems and ERP systems.
None of this is new. What is new is being able to use online applications to easily aggregate and analyze data as part of a digital ecosystem. A cutting operation typically has distinct users involved with engineering, production, quality, maintenance and the business operations. Each person wants different data and needs to analyze it in a different way. With applications that run on any web-enabled device, these users can:
- See what the cutting machine is doing right now, from anywhere.
- Gather and measure the cutting machine’s efficiency and productivity to identify and remove bottlenecks.
- Streamline part traceability. Virtually all data related to a part can be linked to its unique ID number and recalled remotely. After just a few clicks and a couple of minutes of processing time, a report can be on its way to a customer.
- Improve accuracy of sales quotes by using actual system data.
- Generate customized reports and send them via PDF, Excel or other formats.
- Use WiFi to connect systems that could not previously be connected (in a shipyard, the cutting table could easily be 1 km or more away).
The suite of application tools can optimize the performance of every step of the cutting process, maximize the ROI on every piece of equipment and immediately combat issues such as spiraling material prices and labor shortages.










