







 Boat manufacturer Sea Ray speeds production and eliminates labor-intensive manual sanding by applying robotics with the help of Brush Research’s unique abrasive nylon brush.
Boat manufacturer Sea Ray speeds production and eliminates labor-intensive manual sanding by applying robotics with the help of Brush Research’s unique abrasive nylon brush.
Within the boat manufacturing industry, Sea Ray is known for innovation. The company, which designs and manufactures more than 40 boat models ranging from 19’ dayboats to 65’ luxury yachts, has been credited with several “firsts,” including being the first to use fiberglass in its pleasure boat construction. Today, the company continues to seek out new methods for more precise construction of its products, while also speeding production.
Automation
 Borrowing from the automotive industry, Sea Ray’s approach includes the use of robotics to automate specific tasks, such as the application of gelcoats to fiberglass hulls and decks. Gelcoats provide a visually appealing glossy surface in a wide range of colors while serving to protect the underlying laminate from the effects of UV exposure and water absorption. Sea Ray also uses robotics for precision hole cutting and the removal of excess trim edges.
Borrowing from the automotive industry, Sea Ray’s approach includes the use of robotics to automate specific tasks, such as the application of gelcoats to fiberglass hulls and decks. Gelcoats provide a visually appealing glossy surface in a wide range of colors while serving to protect the underlying laminate from the effects of UV exposure and water absorption. Sea Ray also uses robotics for precision hole cutting and the removal of excess trim edges.
Although automating both these processes is no longer new in the industry, Sea Ray is now taking the next step by applying robotics to replace a laborious and time consuming hand sanding process with the help of a unique abrasive brush.
“One way we differ from most pleasure boat manufacturers is through our use of robotics to sand the interior of our hulls,” says John Potter, Robotics Programmer for Sea Ray.
Potter is responsible for Sea Ray’s Deck and Hull Trim Cell. After the outer gelcoat is applied to the mold at another station, fiberglass sheets are hand-rolled in layers. The trim cell is used to make the required hole cuts in both decks and hulls that facilitate hardware installation once the part reaches assembly. Some examples of the hole cuts include gimbal, window, and fuel fill.
As an example of the increased efficiency over manual labor, a deck that previously required 4 employees and took 2 hours can now be completed by robots in less than 45 minutes. Currently, the trim cell can complete approximately 20 – 25 parts weekly.
Once this work is completed, the interior surface of the fiberglass must be sanded to remove freestanding fibers that harden along the radiuses, along with any other rough or raised areas. Manually sanding the interior of a standard hull can take up to 3.5 labor hours.
“I wanted to use the robots to do the same amount of work in roughly 15 minutes,” says explains Potter.
Beyond time savings and consistent quality, automating the sanding process provides another key benefit: freeing workers from one of the messiest steps in production.
“[Manual sanding] is one of the least desirable jobs in any boat building facility,” says Potter. “If any fiberglass dust in the air gets on your skin it can be quite uncomfortable.”
Challenges of Robotics
Although it may seem a straightforward task, using robotics on a flexible fiberglass hull presented several challenges. Even with the parts placed on locators that are locked in place, many variables can cause sections of the part to be slightly out of place. Temperature or lamination cure time are some examples.
“In most automated applications, a robot is programmed to repeat a path without exception. With the variances in part position we don’t have that luxury,” explains Potter. “To compensate, the robots have to search each individual part and shift the hole cuts accordingly to the part’s actual position. In the beginning, this proved to be quite difficult.”
In addition, to protect the robotic arm from damage, the motion control programming generates a fault condition and shuts down the process if torque resistance exceeds an unsafe level. With the standard disc sanding pads that Potter initially tested, the system faulted out every time it touched the hull’s surface.
Alternative Solutions
Finding the right tool for the application proved elusive for several years. After some persistence, Potter discovered an alternative through an online search that he felt was worth testing. The product was an abrasive nylon brush from Brush Research Manufacturing (Los Angeles, CA).
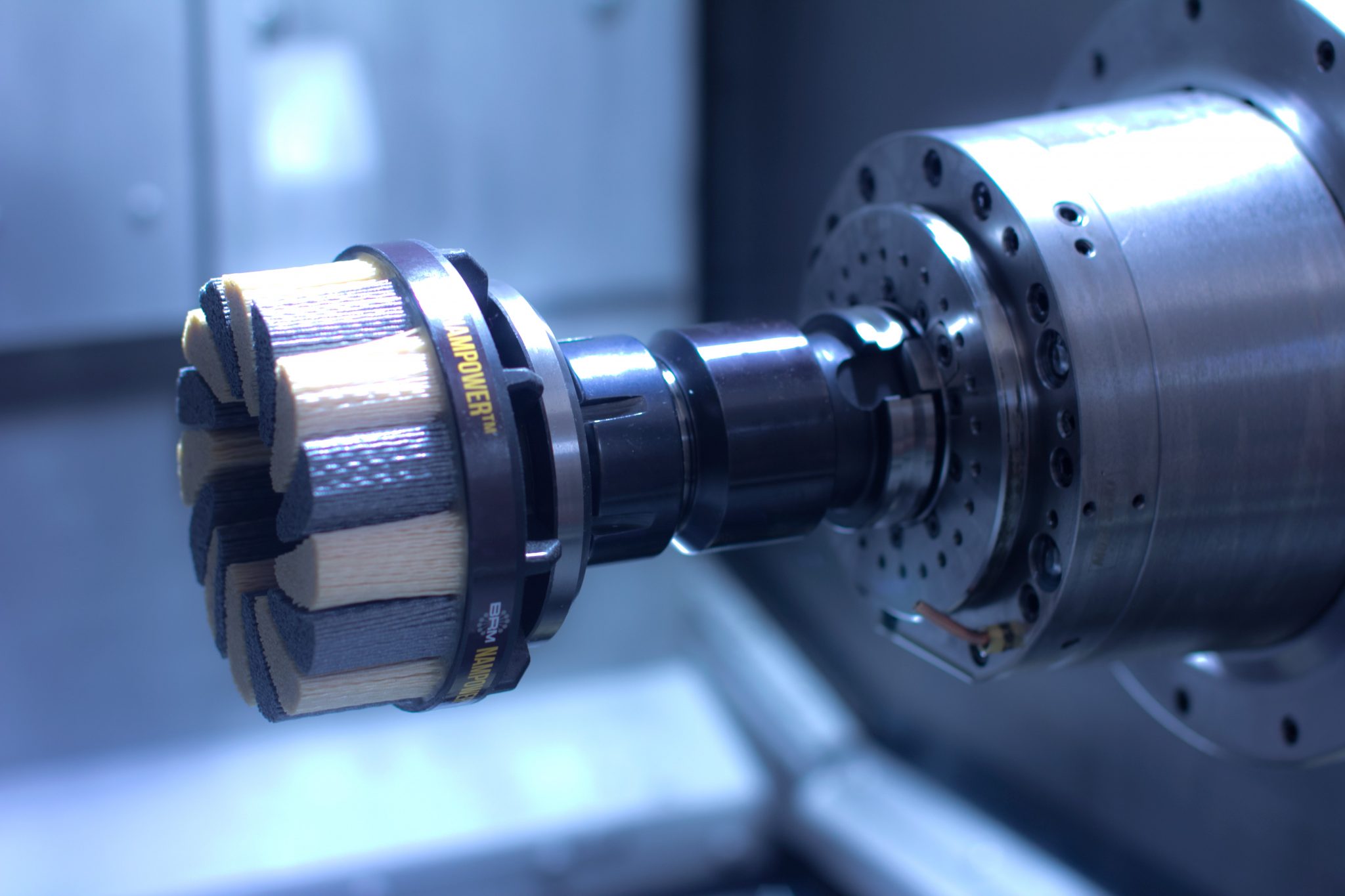
The company’s NamPower line of abrasive disc brushes are composed of flexible abrasive  nylon filaments bonded to a fiber reinforced thermoplastic base. A unique combination of both ceramic and silicon carbide abrasive, the abrasive filaments work like flexible files, conforming to contours, wiping and sanding edges and surfaces.
nylon filaments bonded to a fiber reinforced thermoplastic base. A unique combination of both ceramic and silicon carbide abrasive, the abrasive filaments work like flexible files, conforming to contours, wiping and sanding edges and surfaces.
The abrasive nylon brush is durable and self-sharpening, providing excellent performance and wear life. Due to its linear filament construction, as the brushes come in contact with work surfaces the filament grit wears off, exposing new cutting particles. Unlike the bristles of metal brushes, the nylon fibers are not prone to deforming or breaking off.
The NamPower brushes work well with composites, as well as for edge blending, deburring, polishing and other surface finishing operations for a variety of metals and alloys.
“What makes this particular brush unique for this application is that it allows me a little bit of ‘cushion,’ so to speak,” says Potter. “Once it makes contact with the surface of the hull if there is a little variance in resistance, the brush will continue to sand and won’t fault out.”
Putting NamPower to the Test
To facilitate selection and testing of the brush, Potter worked with Chip Truman of the John McCormack Company, a representative for several cutting tool and workholding manufacturers that serves automotive, aerospace, medical and industrial customers in Indiana, Ohio, Kentucky, and Tennessee.
 Staffed almost exclusively with experienced engineers, Truman says that the role of his company goes beyond simply “selling a tool” and is instead more about working with customers on process improvements that can generate significant costs savings.
Staffed almost exclusively with experienced engineers, Truman says that the role of his company goes beyond simply “selling a tool” and is instead more about working with customers on process improvements that can generate significant costs savings.
“It’s not just selling the tool, but how to apply that tool,” says Truman. “In some cases we are working on a process that has never been attempted before, like in this application with Sea Ray.”
In this case, the two collaborated on testing of the NamPower brushes to determine the ideal grit, filament length, and diameter of filament for the application. Another key decision was the fill configuration. The abrasive nylon brush comes in two styles: The Dot Style, for general purpose surface finishing and the Turbine Style for more aggressive applications.
Potter ultimately selected the turbine style, because in addition to eliminating rough areas in the fiberglass, the interior surface needed to be slightly roughed-up to promote the bond with a white gelcoat that is applied in a later step.
A Creative Approach
Truman says his firm also spent time discussing with Potter ways to accommodate for the variability of the fiberglass surface. A creative approach was required to determine the path the brush would take, the direction it would rotate, feed direction, speed of feed, how to blend surfaces in corners, etc.
“We had to get creative to achieve the performance we were looking for,” says Truman.
To conduct these trials, Potter selected the largest, most time-consuming dayboat hull in

the Sea Ray family, the 350 SLX. At an overall length of 34’ 6”, the 350 SLX is a sleek, stylish bowrider that seats up to 18 passengers.
To date, the abrasive brush has been used to sand 15-20 of the 350 SLX hulls. The tool is currently programmed to perform 85% of the sanding of the interior of the hull as there are several small areas that cannot be reached by the brush.
“Workers will still have to spend a little time sanding, but overall it will be much more efficient, faster, and will result in a significant reduction in the labor involved,” says Potter.
Sea Ray is also pleased with the increased safety and housekeeping benefits. Because the robotics booth is enclosed, the fiberglass dust created can be properly captured, filtered, collected and disposed.
Potter says he plans to continue to expand the use of the abrasive brushes while carefully tracking and documenting the savings.
“The plan is to expand to other hulls once the 350 SLX is dialed-in. At some point we’ll be sanding 90-100% of the hulls, that’s my intention,” says Potter, adding that Sea Ray manufacturers approximately 32 separate hull styles.
For more information, contact Brush Research Manufacturing, Brush Research Mfg. Co., Inc., 4642 Floral Drive, Los Angeles, CA 90022; Phone: (323) 261-2193; Fax: (323) 268-6587; email: info@brushresearch.com or visit the web site: www.brushresearch.com












