







Surface preparation can be the downfall for many metalworking machine shops if reliable procedures are not put in place to ensure parts cleanliness. Failure to properly prepare parts surfaces can lead to poor results in painting, coating, plating, and welding. Or it will simply affect the final appearance of the parts. The down-line effect of poorly prepped parts is a decline in production, parts quality, and parts reliability.
An essential step to achieve a high-quality surface for finishing is cleaning. If a reliable and consistent cleaning procedure is not implemented, the quality of the metal parts may be substandard. The optimal metal cleaning process must successfully dissolve or displace common contaminants without damaging substrates and leave surfaces ready for the next stage of manufacturing. One of the most efficient cleaning methods to achieve perfectly prepped parts is vapor degreasing.
 The Mechanics of Vapor Degreasing
The Mechanics of Vapor Degreasing
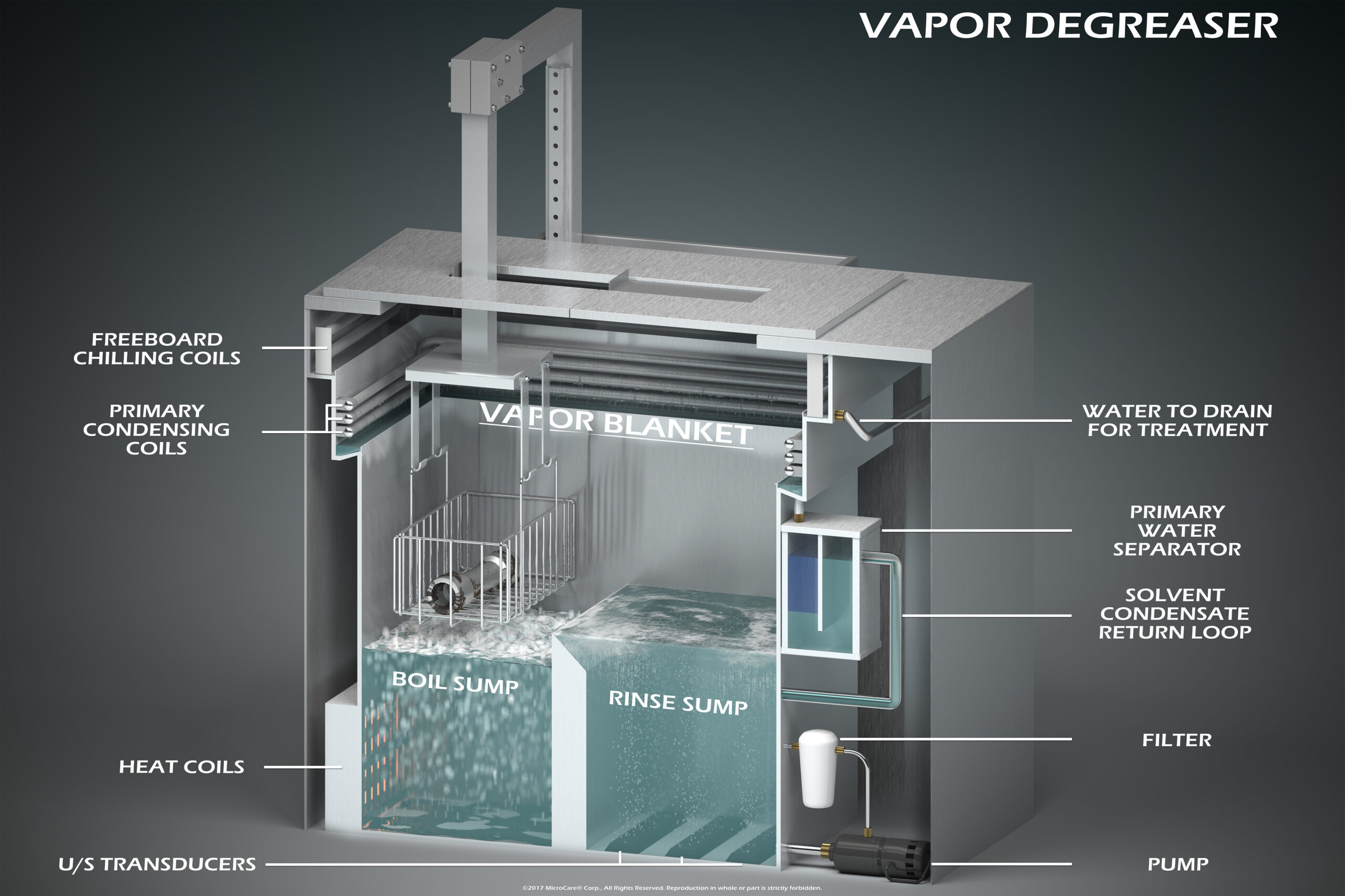
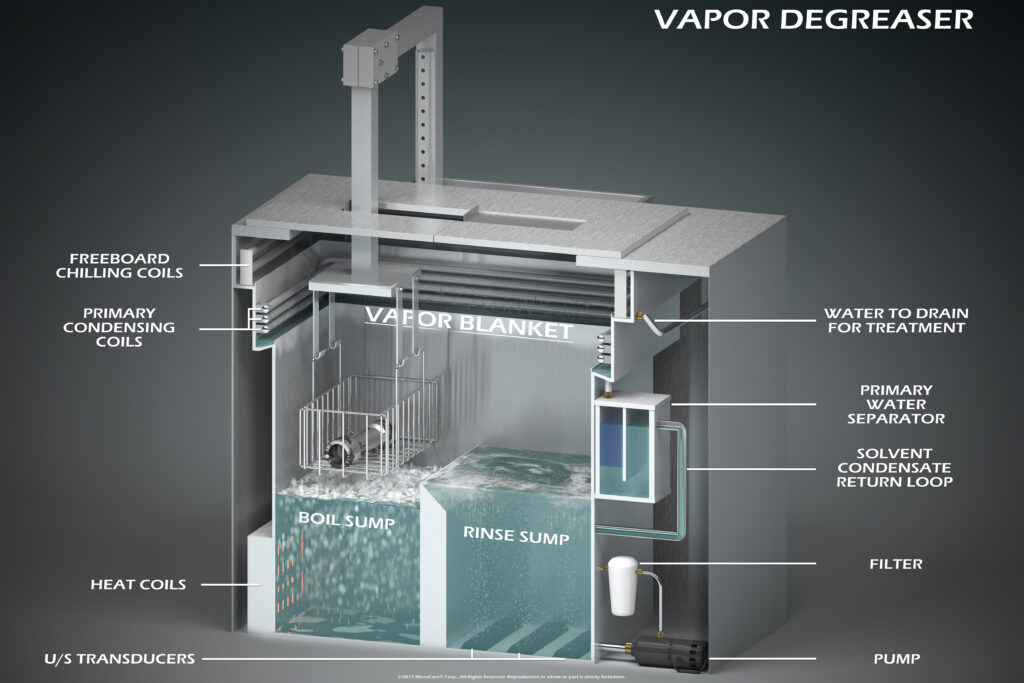
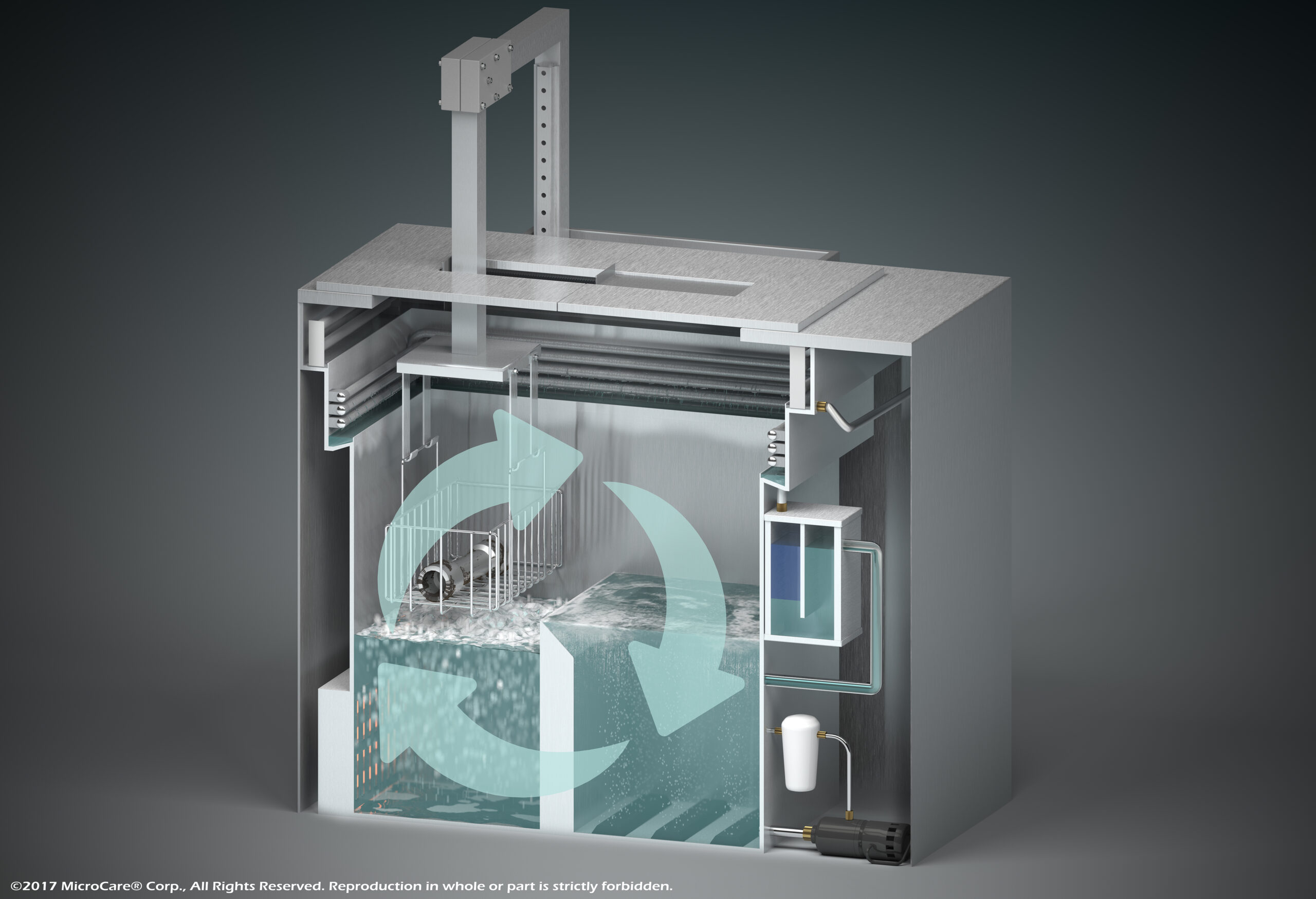
Vapor degreasing is a closed-loop system that requires two components: a closed-top vapor degreaser and a non-flammable, environmentally sustainable cleaning fluid. Most vapor degreasing systems are comprised of a top-loading batch-style cleaning machine with two compartments, “the boil sump” and “the rinse sump”. In the boil sump, parts are immersed in the heated fluid for cleaning. Once cleaned, the parts mechanically transfer to the rinse sump. The parts rinse in pure, uncontaminated fluid or inside the fluid vapors themselves. The parts come out dry and cool enough to easily handle. So, they are immediately ready for the next step in the process which may include assembly, painting, marking, labeling, or packaging.
The cleaning fluids used within the system have multiple chemical properties that are advantageous to critical cleaning and surface preparation. The low viscosity and surface tension of modern cleaning fluids allow them to wet every surface getting into and out of tiny spaces to remove contaminant and residue.
The fluids also offer high solvency and high density which enables rigorous surface cleaning and displacement of stubborn soils. Additionally, the fluid evaporates quickly out of complex parts geometries or difficult to reach areas like blind holes or small gaps. Unlike other cleaning methods which can leave behind unwanted stains or moisture that can cause corrosion, vapor degreasing ensures the surface is spot-free and dry.
Selecting the Correct Cleaning Fluid
The industrial manufacturing sector has a wide variety of cleaning needs. Contaminant varies from machining oils, metal fines, and cutting or polishing fluids, to greases, fingerprints, and waxes. To successfully remove the contaminant, specific cleaning fluid types should be specified to dissolve or displace soils leaving parts thoroughly clean.
It is important to consider what contaminant needs removal so the correct vapor degreasing cleaning fluid can be carefully matched. Vapor degreasing fluid is categorized into three types and it important to use the correct formulation to clean the parts effectively. Each type of cleaning fluid has its advantages as well as its drawbacks, but they all can be beneficial if used in the right application.
 Mono-Solvents for Cleaning
Mono-Solvents for Cleaning
The simplest cleaning fluids are mono-solvents. They contain one component to clean, rinse and dry parts. Mono-solvents can be aggressive and are very good for removing machining oils and lubricants made with hydrocarbon components. High-boiling mono-solvents also melt waxes and remove other high-boiling contaminants. And since they contain just one component, mono-solvents are typically easier to manufacture, making them an economical cleaning choice.
The mono-solvent cleaning fluid may appear on paper to be the easiest and most cost-effective cleaning fluid to use, however, some mono-solvents have certain disadvantages. For example, several of the most commonly used mono-solvents have toxicity issues. N-Propyl Bromide (nPB), trichloroethylene (TCE), and perchloroethylene (PERC) are some of the most popular mono-solvents but they may contribute to poor air quality. In fact, they are currently under scrutiny from governing bodies. Some are being phased out while others have been banned in some regions altogether.
In addition, some mono-solvents like nPB require special maintenance to prevent them from turning acid in the vapor degreaser. This means additional investments in monitoring or testing time and materials. Acid acceptance tests must be performed weekly to measure the quantity of acid in the solvent. Depending on the outcome of the tests, stabilizers may have to be added to bring the solvent back into balance.
The option is to choose a more modern, non-chlorinated, and non-brominated mono-solvent. They clean very effectively without the extra monitoring, maintenance, or air quality concerns.
Azeotropic Cleaning Fluids
Azeotropes are a combination of components that work together to make the perfect cleaning fluid. Engineers often use azeotropes to formulate cleaning fluid blends, tailoring them to a specific contaminant for removal which boosts the cleaning effectiveness. The physical properties of azeotropes are modified for certain physical properties to clean a range of contaminants including organic, inorganic, and particulate. Or even a combination of contaminant types. Because of this, azeotropic mixtures clean faster and more effectively than some mono-solvents. This reduces cycle times by as much as 75 percent, reducing cleaning costs and increasing overall productivity.
Azeotropes are also engineered to enhance worker safety. For example, take a fluid that is an excellent cleaner, but is highly flammable. Then blend it with a second fluid that is a weak cleaner but is nonflammable for safety. The end result? A non-flammable cleaning fluid that cleans extremely well, but is also safe for workers to store and handle.
Another advantage of azeotropic cleaning fluids is that once the components combine, they always act like one. They never separate. Even when heated and chilled inside the vapor degreaser, the two fluids always perform as one component. This helps reduce operating costs since the azeotrope can be managed as one fluid. It boils and distills as one component making recycling easy and reduces the amount of hazardous waste and the cost of hazardous waste disposal. Some azeotropic cleaning fluids are also formulated to reduce their boiling point. A lower boiling cleaning fluid requires less energy to clean, another cost-saving factor.
Although azeotropes may cost more per pound than mono-solvents, they are still competitively -priced and have the advantage of being safe, stable, and economical to use. They also do not require the monitoring and acid-acceptance testing needed when using some mono-solvents.
Co-solvent Cleaning
A third cleaning option is Co-solvent cleaning. Cosolvent cleaning is typically used when more mono-solvent azeotropic cleaning fluid doesn’t have the cleaning power to get the job done. A co-solvent cleaning system delivers the convenience and speed of traditional solvent cleaning but intensifies the cleaning with a second solvent to remove difficult soils that often require higher cleaning fluid temperatures. The two solvents, or fluids, have very different and distinct behaviors. The high-boiling cleaning fluid, also known as the solvating agent, has most of the cleaning power. While the low-boiling rinsing fluid, referred to as the rinsing agent, washes the solvating agent off the parts and dries them in the vapor blanket. The benefit is that the cleaner can be adjusted and modified to fit the specific contaminant.
Co-solvent fluids are versatile when used within a vapor degreaser and can easily remove hard to clean contaminants. Combining a non-volatile cleaner with a volatile rinsing solution ensures parts are perfectly clean. Together, the co-solvent fluids deliver excellent cleaning on all types of solder fluxes, oils, greases, waxes, and particulates, paints, buffing compounds, and anti-rust agents. They are highly compatible with most metals, plastics, and ceramics.

Co-solvent cleaning does have the disadvantage of requiring a separate cleaning tank. It cannot be used in a one-sump vapor degreaser, or with vapor-only cleaning. This may mean a reduction in throughput from an extra cleaning cycle. It must also be monitored to ensure concentrations of each component are correct. This requires basic operator training to ensure that the correct additions are made to the system when necessary.
These drawbacks are outweighed when looking at its cleaning power. It easily removes difficult soils with nearly the same ease and speed of traditional mono-solvent cleaning but boosts the cleaning power to ensure the surface of the part is pristine and ready for finishing.
Prepare Your Cleaning to Prepare Your Surface
Surface preparation is one of the most critical steps in successful processing applications and to achieve a quality finish. Ensuring parts are thoroughly cleaned is essential. Without guaranteed cleanliness, down-line processes may be unsuccessful. The most efficient, reliable, and sustainable solution is through vapor degreasing. Together with highly advanced cleaning fluids that have been specifically selected for the task; this process is a cost-effective way to not only ensure parts are perfectly prepped, but also address worker safety, regulatory requirements, and environmental concerns.
Consultation with a critical cleaning partner with specialized expertise in vapor degreasing is essential. By performing comprehensive in-lab tests and evaluating current processes, cleaning can be assessed for its suitability to work on specified parts to guarantee the cleaning of the surface is effective.










{kind=link}